الکترود جوشکاری مفتولی فلزی بوده که دور تا دور آن را پوشش فلاکس (Flux Coating) محاصره کرده است. قطر مغزی معیار محاسبه قطر الکترود میباشد. روکش الکترود جوشکاری بیشتر از آهک، سلولز، اکسید سدیم، خاک رس و آزبست ساخته میباشد. از الکترود برای پر کردن فضای اتصال بین دو نقطه در جوشکاری استفاده میشود.
محافظ فلاکس الکترود کمک شایانی به ثبات قوس الکتریکی در فرآیند جوشکاری میکند. علاوه بر این میتواند به جای عایق جهت ایجاد گاز محافظ (Gaseous shield) و شکلگیری سرباره (slag) شناور روی سطح جوش (جهت افزایش زمان خنک شدن جوش) استفاده شود.
الکترود با مفتول فولاد زنگ نزن
الکترو با مفتول فولاد کم کربن
الکترود با مفتول نیکلی
الکترود جوشکاری به همراه محافظ قلیایی
الکترود روتیلی
الکترود جوشکاری رتیلی همراه پودر آهن
الکترود سلولزی
الکترود جوشکاری همراه محافظ متوسط
الکترود جوشکاری همراه پوشش ضخیم
الکترود جوشکاری همراه پوشش بسیار ضخیم
الکترودهای جوشکاری انجماد سریع سه ویژگی اصلی دارند: علاوه بر ایجاد قوس قوی، سبب تولید مقدار اندکی سرباره در جوشکاری میشوند و شرایط استفاده در کلیه موقعیتهای جوشکاری را دارند. کدهای E6010 و E011 در طبقهبندی الکترودهای انجماد سریع قرار دارد.
این الکترودها از فلاکسی سنگینی برخوردار هستند و علاوه بر خارج کردن سرباره، میتوانند دانههایی که ترکیب یکنواختی دارند را تولید کنند. کدهای E6012، E6013 و E6014 در طبقهبندی الکترودهای انجماد پرشده قرار دارد.
این الکترودها از محافظ فلاکس خیلی سنگین برخوردارند. کدهای E6027و E6028 دو دسته از کاربردیترین الکترودهای چسبان سریع میباشند.
مقدار فلاکس در این الکترودها به مقدار کمی بوده و برای فولادهای پر کربن از آن بهره می گیرند. E7018 و E7028 از این قبیل الکترود میباشند.
در بیشتر موارد هر چه مقدار ضخامت قطعه بیشتر باشد، جریان و آمپراژی که احتیاج داریم بیشتر بوده و ضخامت الکترود جوشکاری هم بیشتر میشود. کاتالوگ سازنده اطلاعات مفیدی را در مورد گزینش الکترود مناسب و تنظیمات دستگاه جوش در اختیارتان میگذارد.
A.W.S مخفف American Welding Society بوده و به معنی جامعه جوشکاران آمریکا است. به همین دلیل طبقهبندی الکترودهای جوشکاری را طبق استاندارد NGO انجام میدهند؛ چرا که استانداردی بینالمللی بوده و در بیشتر کشورها خصوصا کشور ایران، ملاکی برای شناسایی الکترودها است.
E حرف پیش از یک عدد 4 یا 5 رقمی EXXXXX است. این روش در جوشکاری با قوس الکتریکی کاربرد دارد. در صورتی که جوشکاری به روش گاز انجام شود، حرف E استفاده نشده و به جایش حروف RG جایگزین میشود.
دو یا سه رقم پس از حرف E نمایانگر مقاومت کششی جوش است. برای نمونه E1OOXXو E60XX که K.S.I یا P.S.I60000 و k.s.100 یا 10000 که نمایانگر استحکام کششی جوش میباشد. طبق Welded As یا تنشزدایی شده (Stress Relieved)گفته شده که این مورد توسط دستورالعمل سازنده نمایانگر میشود.
عدد دوم از راست نشاندهنده موقعیت جوشکاری است.
Exx1x به معنی این است که جوشکاری در تمام مواقع کاربرد دارد: .All Position
EXX2X منظور از عدد 2 کاربرد الکترود جوشکاری برای حالات Flat و Horizontal است.
EXX3X این گزینه بیانگر کاربرد الکترود جوشکاری برای حالت Flat است.
EXX4X بیانگر کاربرد الکترود در تمام حالات و v-down است.
برای مثال: E 6010
E جریان برق، عدد 6 کشش گرده جوش بر اساس پوند بر اینچ مربع، عدد 1 حالتهای متنوع جوشکاری
و 0 نشاندهنده گونه جریان است.
در نشانههای الکترود بالا E بیانگر الکترودهای مورد استفاده برای جوشکاری با برق است. برخی از الکترودها حفاظ دارند و در جوشکاری به همراه اسیاتیلن از آنها استفاده میشود. مانند FC18.
عدد 6 و 0 بیانگر فشار کشش گرده جوش بر اساس پوند بر اینچ مربع هستند. این اعداد را باید در 1000 ضرب کنیم. فشار کشش گرده جوش 60000 پوند بر اینچ مربع است.
حالتهای جوش معلوم میکند که همواره این نشانه 1، 2 یا 3 است. الکترودهایی که علامت سومشان 1 باشد، در همه حالات جوشکاری قابل استفاده خواهند بود. الکترودهایی که علامت سومشان 2 است، در شرایطی که جوشکاری سطحی و افقی باشد استفاده میشوند. و آنهایی که نشانه سومشان 3 باشد، فقط در حالتهای افقی به کار برده میشوند.
ویژگیهای ظاهری گرده جوش و نوع جریان را مشخص میکند. این نشانهها از 0 شروع میشود و به 6 ختم میشود. در صورتی که نشانه چهارم یا آخر صفر باشد، موارد استفاده این الکترودها فقط با جریان مستقیم یا DC و همراه قطب معکوس خواهد بود. نفوذ این جوشکاری زیاد بوده و شکل مهرههای جوش آن تخت است. همچنین درجه سختی گرده جوش آن نسبتا بالا میباشد.
اگر نشانه چهارم یک باشد، موارد استفاده این الکترود با AC و DC میباشد. شکل ظاهری جوش این الکترود صاف بود و در شکافها و درزها مقداری مقعر میباشد. همچنین درجه جوش آن اندکی زیادتر از گرده اول است.
در صورتی که نشانه چهارم عدد 2 باشد، موارد استفاده الکترود با DCو AC است. نفوذ جوش متوسط و درجه سختی جوش آن مقداری کمتر از دو دسته قبل است. همچنین شکل ظاهری آن محدب است.
در صورتی که نشانه چهارم 3 باشد، میتوان این الکترود را با جریان ACمتناوب یا جریان مستقیم به کار گرفت. درجه سختی گرده جوش این الکترود از دو گروه اول و دوم کمتر است و از گرد سوم مقداری بیشتر میباشد. از قوس الکتریکی خیلی آرام و نفوذ اندکی برخوردار بوده و ظاهر مهرههای آن در درزها به صورت محدب است.
در صورتی که نشانه چهارم 4 باشد، الکترود را میتوانیم با جریانهای ACو DC استفاده کنیم.
موارد استفاده از گونه های الکترود جوشکاری برای شکافهای عمیق یا در جایی که چندین گرده جوش به روی هم باشد، الزامی است.
در صورتی که علامت آخر 5 باشد، بیانگر این است که تنها جریان DC استفاده میشود. موارد استفاده آن شکافهای باز و عمیق است. درجه سختی جوش این الکترود کم بوده و از قوس الکتریکی آرامی برخوردار است. محافظ شیمیایی آن از محافظهای الکترودی بازی است.
در صورتی که علامت آخر 6 باشد، ویژگیهای آن مانند گروه 6 خواهد بود. تنها فرق آن این است که با جریان AC استفاده میشود.

همانطور که اشاره کردیم الکترود روکشدار، از انواع پرمصرف الکترودهای جوشکاری است که در مدلهای مختلفی موجود میباشد. در اینجا به بررسی انواع پوشش الکترود جوشکاری و خصوصیات و کاربرد هر یک از آنها میپردازیم:
رایجترین الکترودهای موجود در بازار از پوشش قلیایی برخوردار هستند. این الکترودها در جوشکاری قوس الکتریکی کاربرد زیادی دارند و اغلب از آنها در جوشکاری مخازن تحت فشار، جوشکاری مبدلهای حرارتی موتورخانه و موارد این چنینی استفاده میشود. پوشش الکترود جوشکاری قلیایی از موادی چون فلورید کلسیم، کربنات کلسیم و کربنات منیزیم برخوردار است. برای همین از مزایایی چون رطوبت پایین، جوش با کیفیت، کیفیت مطلوب و … برخوردار میباشند.
الکترود جوشکاری با پوشش اسیدی، از پوشش ضخیمی برخوردار است و در ساختار آن موادی چون کربنات منگنز، اکسیدها، آهن و مقداری سیلیسیم به چشم میخورد. برای همین سرباره حاصل از جوش آنها از خواص اسیدی برخوردار میباشد. پوشش ضخیم موجود در این الکترودها سبب شده تا در حین فرآیند جوشکاری حجم سرباره افزایش پیدا کند. البته سرباره ایجاد شده در حین جوش به راحتی جدا میشود و جوش با ظاهر بسیار مناسبی صورت میگیرد. از الکترود جوشکاری با پوشش اسیدی میتوان در تمام وضعیتهای جوشکاری استفاده کرد.
نوع دیگر پوشش در الکترود جوشکاری، پوشش اکسید تیتانیوم یا به اختصار روتیلی است. این دسته از الکترودها از تاثیرپذیری کمی در برابر رطوبت برخوردار هستند و در جریانهای مستقیم و متناوب قابل استفاده میباشند. سرباره حاصل از آن هم غلیظ بوده و به راحتی از جوش جدا میگردد. از الکترود جوشکاری با پوشش روتیلی میتوان برای کنجها، بخشهای افقی و سربالا و پل زنی اتصالات استفاده کرد. همچنین به دلیل آسان بودن ایجاد قوس از طریق آن، جهت جوشکاری ورق نیز بسیار مناسب میباشند. در ترکیبات ساخت آن هم موادی چون سدیم و پتاسیم استفاده میشوند.

پوشش این الکترود به جز روتیل شامل اکسید سیلیس یا پودر آهن است که اضافه شدن سیلیسیم به آن سبب بالا رفتن غشای تشکیل شده دور حوضچه مذاب میشود. این پوشش در جریانهای با قطبیت AC و DC قابل استفاده است و در مقایسه با فولادهای کربنی سیالیت یا غشای کمتری در حین جوشکاری دارد.
ساختار الکترود جوشکاری با پوشش سلولزی، بیشتر از سلولز است و به همین منظور به این نام شناخته میشود. وجود زیاد سلولز در این الکترود باعث شده تا هنگام سوختن مقدار قابل توجهی دی اکسید کربن و هیدروژن آزاد شود که این موضوع سبب یونیزاسیون قوی و ایجاد ولتاژ بالا میشود. از الکترود جوشکاری با پوشش سلولزی بیشتر در جوشکاری پاس ریشه خطوط انتقال نفت و گاز و سیالات دیگر استفاده میشود. همچنین این الکترود مناسب جوشکاری با جریان مستقیم است و باید به این موضوع توجه شود. سرباره حاصل از جوش با الکترود جوشکاری سلولزی، بسیار نازک و غیر چسبنده است و خیلی راحت از سطح جوش جدا میشود. قوس آن هم بسیار قوی و پایدار همراه با ایجاد دود زیاد است.
الکترود6013 با نام الکترودهای جوشکاری همه کاره، بیشتر در کارهای آهنگری استفاده میشود.
الکترود 7018 الکترود جوشکاری قلیایی است که بسیار حساس به رطوبت است. برای همین قبل از استفاده باید پیش گرمایش بشود. این الکترود در کشتیسازی و لولههایی که فشار بالایی دارند، استفاده میشود.
الکترود 6010 الکترود جوشکاری با قوس نفوذی است که در لولههای با فشار بالا و مخزنهای تخت مورد استفاده قرار میگیرد.
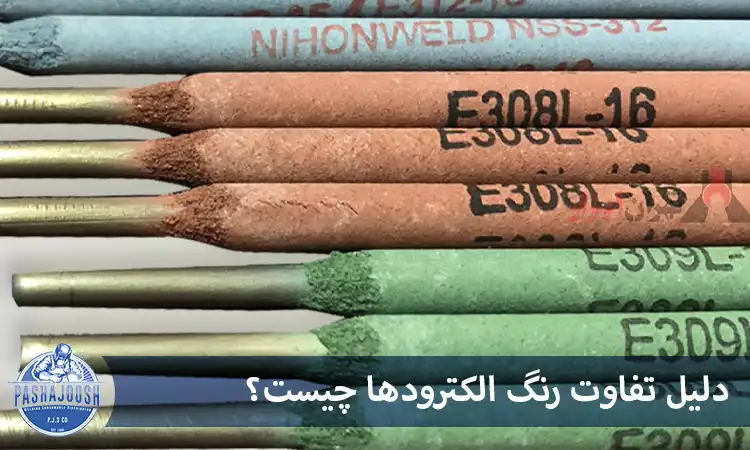
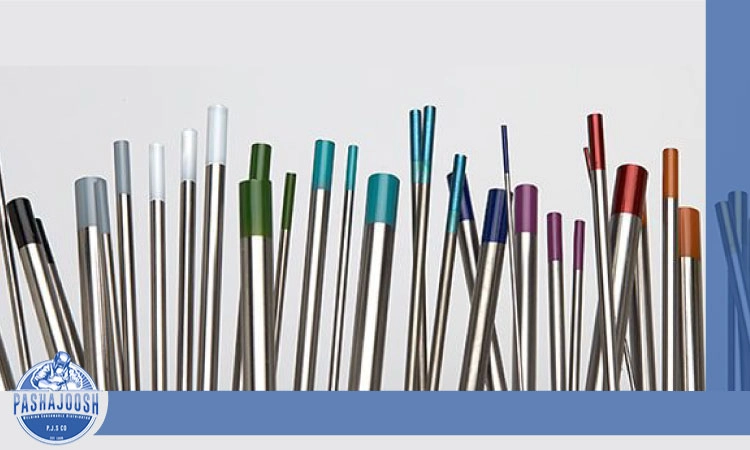
رنگ الکترودهای جوشکاری به نوع اکسید شدن آنها اشاره دارد. در زیر به نتیجه اکسیدهای مختلف در الکترودهای جوشکاری اشاره میکنیم:
روکش یا روپوش الکترود جوشکاری، انواع مختلفی دارد و تنها به یک نوع خلاصه نمیشود. این روکشها از نظر نقشی که دارند، به دستههای زیر تقسیم میگردند:
از جمله نقشهای فیزیکی روکش الکترود جوشکاری میتوان به کشش سطحی روکش، سرعت انجماد بالای سرباره، ویسکوزیته روکش و ضخامت کافی سرباره اشاره کرد. با توجه به این موارد میتوان اینطور نتیجه گرفت که جوشکاری با الکترودها، سبب راحتی بیشتر فرایند جوشکاری میگردد. به خصوص زمانی که جوشکاری عمودی و قائم مطرح باشد، این موضوع بیشتر حائز اهمیت است. در این شرایط مذاب جوش بر خلاف جاذبه زمین حرکت میکند که این مورد به کشش سطحی، ویسکوزیته، ضخامت روکش و موارد دیگر بستگی دارد.
نقش الکتریکی روکش الکترود جوشکاری به ثبات قوس، هدایت الکتریسیته در قوس و پایداری آن اشاره دارد.
نقش متالوژیکی روکش الکترود جوشکاری به مواردی نظیر افزایش راندمان یا نرخ رسوب، کاهش سرعت سردشدگی، محافظت از ستون قوس و مذاب و اکسیژنزدایی اشاره دارد.
در روکشهای الکترودها موادی وجود دارد پس از ایجاد جرقه در زمان تشکیل قوس، به گاز تبدیل میشوند. این عمل باعث میشود تا میزان توانایی هدایت جریان الکتریکی در قوس بیشتر شود. در این شرایط بیشتر شاهد پاشیده شدن قطرات مذاب و کم شدن تعداد جرقهها خواهید بود.
روکش الکترود جوشکاری، در اکسیژنزدایی و آلیاژسازی نیز نقش مهمی دارد. به این صورت که با استفاده از افزودن عناصر به ترکیبات روکش، میتوان به موارد زیر دست پیدا کرد:
الکترود جوشکاری پایه ای SMAW یکی از انواع الکترودها بوده که قوس حاصل از آن از نفوذ متوسط برخوردار است و خواص مکانیکی قابل توجهی دارد. در پوشش این الکترودها، پودر آهن با میزان هیدروژن کم، کلسیم فلوراید و Tio2 (تیتانیوم دی اکسید) وجود دارد. این پوشش از ضخامت متوسطی برخوردار است و پودر آهن اضافه شده به آن سبب افزایش رسوب میشود. به دلیل انجماد سریع در جوش حاصل از آن، از این الکترود میتوان برای جوشکاری در حالات مختلف یعنی عمودی، افقی، سر بالا و صاف استفاده کرد. E7014 یکی از انواع این الکترودهای جوشکاری به حساب آمده که بیشتر برای مواردی چون پل سازی، کشتیسازی، سازههای فلزی، پروژههای نفت و گاز کاربرد دارد.
قطر2.5 کوچکترین سایز الکترود جوشکاری است که عمدتا با آمپر 60 تا 90 جوشکاری میشود. این قطر بیشتر برای جوش لوله گاز و آب خانگی (فشار پایین) و جوشکاری آهنهای 2 و 3 میلیمتری مورد استفاده قرار میگیرد.
قطر3.25 در بازار الکترود 3 شناخته شده و برای فلزات 5 میلیمتر به بالا مورد استفاده قرار میگیرد. ضمنا آمپر مورد نیاز نیز روی جعبه الکترود درج شده است.
الکترودهای جوشکاری سایز 4 و 5 استفادههای خاصی از قبیل اسکلت ساختمان دارند.

بزرگراه آیت الله سعیدی، شهرک صنعتی چهار دانگه ، شهرک سهند سوله های بنفش
خیابان امام خمینی، پاساژ ابزار و یراق، طبقه همکف پلاک ۱۴۳

۰۹۱۲۱۴۰۲۳۱۰
۰۹۱۲۱۴۵۷۲۱۰

۰۲۱-۶۶۱۷۰۳۷۳
شرکت بازرگانی پاشا جوش صنعت با دو دهه تجربه در زمینه واردات و توزیع انواع مواد مصرفی جوشکاری با یاری از نیروی انسانی و تفکر خلاقانه در زمینه کاری خود قصد ارتقاء سطح کیفی محصولات موجود در کشور ایران را داد و در این راستا در تلاش برای واردات محصولات خاص وغیر تولیدی داخل کشور است.
تمام حقوق مادی و معنوی این سایت مربوط به پاشاجوش صنعت می باشد.