
جوشکار باید الکترود را همراه با زاویهای مناسب، نسبت به سطح کار و امتداد جوش قرار دهد. زاویه بین الکترود با خط عمود بر جوش در صفحه طولی را Lead Angle و زاویه الکترود با خط عمود بر جوش در صفحه عرضی را زاویه کار مینامند. زاویه صحیح الکترود باعث کم شدن ذرات حبس شده سرباره در جوش و تقلیل زیرجوش Under Cut میشود. در میانه کار اغلب جوشکار باید برای گذاشتن الکترودهای تازه، قوس را چندین بار مرتب قطع نماید. در صورتی که قوس در نتیجه عقب کشیدن آنی الکترود قطع شود، حفرهای کاسهای شکل بدون پر شدن از فلز مذاب ایجاد میشود که به دهانه آتشفشان شباهت دارد. احتمال ایجاد مشکل در اینجا بسیار زیاد است. به منظور جلوگیری از شکلگیری این دهانه، باید بر باند جوش هر الکترود را به آرامی در سرتاسر گرده جوش کشیده و همزمان طول قوس را اضافه کنیم. پس از شروع الکترود بعدی باید این نقطه را به منظور دوری از محبوس شدن سرباره تمیز کرد. قوس در الکترود بعدی پیشاپیش دهانه شروع و به عقب برگشت داده شده و تا انتهای قبلی باند جوش را شامل میشود.
ناحیه تعویض الکترود منبعی جدی برای جمع شدن سرباره، حباب گاز و نبود ذوب کامل جوش است. این بخش از عملیات جوشکاری نیازمند مهارت بسیار زیادی است تا بتوان جوش با کیفیت مطلوبی تولید کرد. همانطور که پیشتر اشاره شد، انتهای الکترود باید به اندازه کافی به کار نزدیک شود تا قطرات مذاب مستقیما از الکترود به حوضچه انتقال یابد. طول قوس نباید از قطر هسته الکترود زیادتر باشد و جوشکار باید با مهارت و تجربه خود این کار را کنترل نماید.
کنترل طول قوس

طول قوس، کنترل کننده ولتاژ قوس است و در سرعت پیشرفت جوش و راندمان اثر دارد. همزمان با قوس کوتاه، شدت جریان زیاد شده و نتیجتا نرخ رسوب نیز افزایش پیدا میکند. در حالیکه قوس بلند احتمال اکسیده و نیتره شدن مذاب را بیشتر کرده و سبب اتلاف مقداری حرارت و تولید جرقه بیشتر میشود. در صورتی که نیاز باشد چندین پاس و لایه جوش کنار یا روی یکدیگر رسوب داده شوند، باید در نظر بگیریم که سرباره از روی لایههای قبلی کامل پاک شود. در مواقعی که پاسها کنار هم قرار دارند، جهت حذف زاویه تند بین دو پاس و کم شدن مکان تمرکز تنش حاصل از آن ضروری است.
حرکت الکترود

بعد از شروع قوس الکتریکی، جوشکاری باید قوس الکتریکی را به درون مکان اتصال جهت دهد تا فلز جوش در محل مورد نظر رسوب داده شود. به منظور انجام این کار جوشکار باید سه حرکت را همزمان و به شکل یکنواخت و قابل کنترل انجام دهد. این سه حرکت شامل موارد زیر هستند:
1) تثبیت فاصله نوک الکترود با سطح مذاب حوضچه جوش یا انطباق همزمان ذوب الکترود و حرکت آن جهت جوش.
2) حرکت الکترود و قوس در سراسر مسیر جوش، که در واقع سرعت پیشرفت جوشکاری است.
3) در شرایطی که لازم باشد حرکات زیگزاگی یا موجی هماهنگ با وضعیت جوش، تا نیروی قوس فلز مذاب را در مکان مورد نیاز هدایت داده نگه دارد و سرباره را هم به اطراف جارو نماید. قابل ذکر است این حرکات باید به گونهای باشند که سبب زندانی شدن ذرات سرباره در جوش و یا ورود هوای اتمسفر به محفظه قوس نشوند.
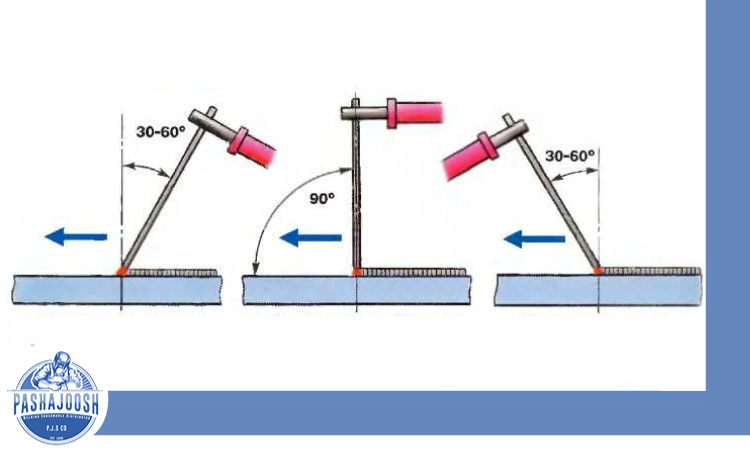
زاویه جوشکاری چیست؟
زاویه الکترود جوشکاری که به lead angle یا زاویه شیب معروف است، جزو مباحث مهم در جوشکاری میباشد. توجه به زاویه جوشکاری بسیار مهم است؛ چرا که مانع از بروز عیوب جوشکاری میشود. در صورتی که زاویه جوشکاری به شکل نادرستی انتخاب شود، مشکلاتی چون ذوب ناقص، ناخالصی سرباره، تخلخل، تجمع سرباره و بدشکل شدن فرم جوش رخ خواهد داد. اگر زاویه جوشکاری بزرگتر از حد استاندارد در نظر گرفته شود، شاهد سوختن کنارههای جوش و اگر کوچکتر از حد استاندارد انتخاب شود، شاهد ذوب ناقص خواهید بود.
طول قوس در جوشکاری

یکی از روشهای جوشکاری، جوشکاری با قوس الکتریکی است که در آن قوس الکتریکی به عنوان منبع حرارتی در جوشکاری در نظر گرفته میشود. در تامین انرژی الکتریکی در این فرایند، منبع تغذیههای مختلفی وجود دارد که رایجترین آنها منابع تغذیه با ولتاژ ثابت و یا جریان ثابت هستند. در منبع تغذیه ولتاژ ثابت، ولتاژ به طول قوس و جریان به حرارت ورودی آن بستگی دارد. در این دستگاهها ولتاژ ثابت نگه داشته شده و جریان تغییر پیدا میکند. برای همین این منابع بیشتر برای جوشکاری قوسی با گاز محافظ، جوشکاری قوسی با مفتول توپودری و جوشکاری زیر پودری استفاده میشوند. در منابع جریان ثابت نیز که بیشتر برای جوشکاریهای دستی استفاده میشوند، طول قوس متغیر بوده که در نتیجه آن میزان ولتاژ نیز تغییر میکند. این منابع حتی با تغییر ولتاژ نیز میزان جریان ثابت را حفظ میکنند. برای همین است که از آنها در جوشکاری قوسی گاز تنگستن و یا جوشکاری قوسی فلز پوششدار استفاده میشود.
نحوه حرکت الکترود در جوشکاری به چه صورت باید باشد؟

نحوه حرکت الکترود در جوشکاری بسیار مهم است. حرکت الکترود و زاویه جوشکاری، جزو مواردی هستند که باید به خوبی مورد توجه قرار بگیرند تا میزان عیوب جوشکاری به حداقل خود برسد. وضعیت الکترود در جوشکاری به موارد زیادی بستگی دارد. عواملی چون شکل هندسی اتصال، اندازه و نوع الکترود و همچنین موقعیت جوشکاری از جمله فاکتورهای موثر در این زمینه هستند. هر چقدر فرد جوشکار از تبحر بیشتری برخوردار باشد و بتواند به تمام این فاکتورها توجه کند، جوشکاری به بهترین شکل خود انجام خواهد شد. در تعیین جهتگیری الکترود، دو عامل زاویه کار و زاویه حرکت مهم هستند و معمولا از آنها استفاده میشود.
- زاویه حرکتی: منظور از زاویه حرکت، زاویه بین سطح کار و سطح الکترود است که مقدار آن کمتر از 90 درجه است. خوب است بدانید اگر الکترود در مسیر جوشکاری حرکت داشته باشد، از روش جوشکاری پیشدستی استفاده شده که به زاویه حرکت آن، زاویه فشار هم میگویند. زمانی هم که الکترود بر خلاف مسیر جوشکاری حرکت کند، به آن جوشکاری پس دستی و به زاویه حرکتی آن، زاویه کشیدن میگویند.
- زاویه کار: منظور از زاویه کار، زاویهی تشکیل شده بین یک خط عمود بر سطح قطعه کار و صفحاتی که به وسیله محور الکترود و محور جوش تعیین میشوند، میباشد. زوایه کار همچون زاویه حرکت، کمتر از 90 درجه است.
جمع بندی
در این مطلب در رابطه با زاویه الکترود جوشکاری و اهمیت آن صحبت کردیم. همانطور که اشاره شد زاویه الکترود که به زاویه شیب هم معروف است، جزو مباحث مهم در جوشکاری است و مانع از بروز بسیاری از عیوب جوشکاری میشود. در صورتی که زاویه جوشکاری را به درستی انتخاب نکنید، شاهد مشکلاتی چون تخلخل، تجمع سرباره و ذوب ناقص خواهید بود. پس هم زاویه جوشکاری را به درستی انتخاب نمایید و هم به طول قوس در جوشکاری توجه داشته باشید.
سوالات متداول
1- اگر زاویه جوشکاری بزرگتر از حد استاندارد انتخاب شود، چه مشکلاتی ایجاد میشود؟
در این شرایط مشکلاتی مانند سوختن کنارههای جوش رخ میدهد.
2- کوچکتر از حد استاندارد بودن زاویه الکترود چه ایرادی دارد؟
در این شرایط مشکلاتی در جوشکاری رخ میدهد که از میان آنها باید به ذوب ناقص اشاره کرد.








