

در حوزه جوشکاری رنگی، فولاد ضدزنگ بهعنوان ماده اصلی مورداستفاده قرار میگیرد. اگرچه برخی از آلیاژهای تیتانیوم و سایر فلزات نیز قابلیت رنگآمیزی دارند، اما به دلیل نادر بودن و عدم تناسب با اهداف هنری، کمتر موردتوجه قرار میگیرند؛ بنابراین، تمرکز این مقاله بر تکنیکهای رنگآمیزی فولاد ضدزنگ و روشهای ایجاد جوشهای رنگی با درخشندگی بالا خواهد بود.
علت رنگی شدن جوشها و دلایل اجتناب از آن
رنگآمیزی فلزات نتیجه واکنش شیمیایی بین فلز گرم شده و عناصر موجود در هوا است. این فرایند که اکسیداسیون نام دارد، میتواند منجر به تغییر رنگ سطح فلز شود. بااینحال، اکسیداسیون عمیقتر از سطح، نشاندهنده جوش نامناسبی است.
درحالیکه رنگآمیزی جوشها ممکن است به نظر جذاب باشد، اما در کاربردهای ساختاری یا حساس، به دلیل احتمال خوردگی و کاهش مقاومت در برابر عوامل محیطی، توصیه نمیشود.
در برخی صنایع، مانند لبنیات و خدمات غذایی، رنگآمیزی جوشها با رنگهای روشن مجاز است. اما حتی در این موارد، پس از جوشکاری، فرایند پسیواسیون برای حذف رنگ و بهبود مقاومت در برابر خوردگی، انجام میشود.
بنابراین، برای اطمینان از کیفیت و طول عمر جوشهای خود، بهتر است از رنگآمیزی آنها خودداری کنید، مگر در مواردی که الزامات خاص صنعتی یا زیباییشناسی آن را ایجاب کنند.
عوامل موثر بر رنگ جوشکاری TIG
کلیه پارامترهای اساسی جوشکاری TIG بر رنگ جوش تأثیرگذار هستند.
• زاویه مشعل
• پوشش گاز
• ورودی حرارت
• سرعت حرکت
• آمپر
تغییر هر یک از این پارامترها میتواند بر سایرین تأثیر گذارد. بهعنوانمثال، افزایش بیش از حد زاویه مشعل ممکن است منجر به کاهش پوشش گاز گردد. کاهش آمپر نیز نیازمند کاهش سرعت حرکت برای ایجاد حوضچه جوش مناسب است که میتواند ورودی حرارت را افزایش دهد. این عوامل بهصورت متقابل بر یکدیگر تأثیر میگذارند و دستیابی به رنگ مطلوب جوش نیازمند تمرین و تجربه فراوان میباشد.
انواع رنگ ها در جوشکاری
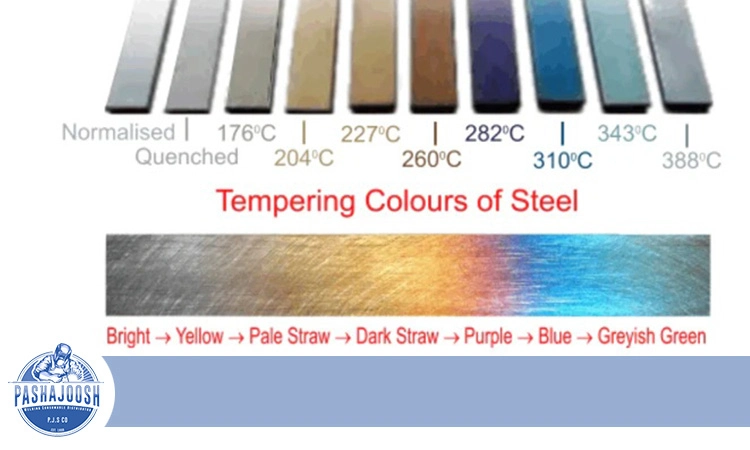
• کروم / بدون رنگ: عدم رنگزدگی نشاندهندهی عدم اکسیداسیون، حتی در لایههای سطحی، است که این امر منجر به استحکام ساختاری بهینه میشود و از بروز خوردگی جلوگیری میکند. معمولاً انتهای هر جوش استیل به رنگ بدون رنگ تغییر میکند، زیرا در این نقطه، جریان پس از جوش به مدت کامل اعمال میشود (که برای جلوگیری از ترکخوردگی ضروری است). در صورت استفاده از این فلز برای ساخت آثار هنری، به یاد داشته باشید که آخرین نقطهجوش ممکن است نسبت به نقاط میانی و ابتدایی روشنتر باشد.

• کاه، زرد، طلا: این رنگها از نظر فنی قابلقبول هستند و نشاندهنده اکسیداسیون بسیار کم میباشند؛ بنابراین، ظاهر مطلوبی دارند و همچنان استحکام لازم برای یک جوش باکیفیت را حفظ میکنند.

• قرمز: رنگ قرمز در محدوده قابلقبول قرار دارد. اگر جوش از اهمیت بالایی برخوردار باشد، ممکن است گرمشدن بیش از حد آغاز شده باشد. بااینحال، ظاهر این رنگ نیز مناسب است.
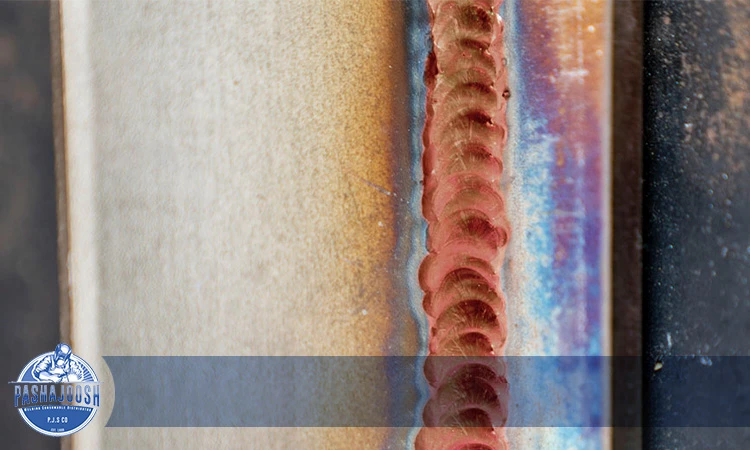
• آبی / بنفش: رنگهای تیره آبی و بنفش نشاندهنده گرمای بیش از حد فلز در هنگام تماس با هوا هستند. این گرما منجر به اکسیداسیون قابلتوجهی در سطح فلز میشود، حتی اگر ظاهر آن مناسب به نظر برسد. جوشهایی که به این رنگها متمایل میشوند، بهویژه در رنگهای تیره، ممکن است دچار اکسیداسیون اضافی شوند و ظاهر ناهموار و چروکیده پیدا کنند.

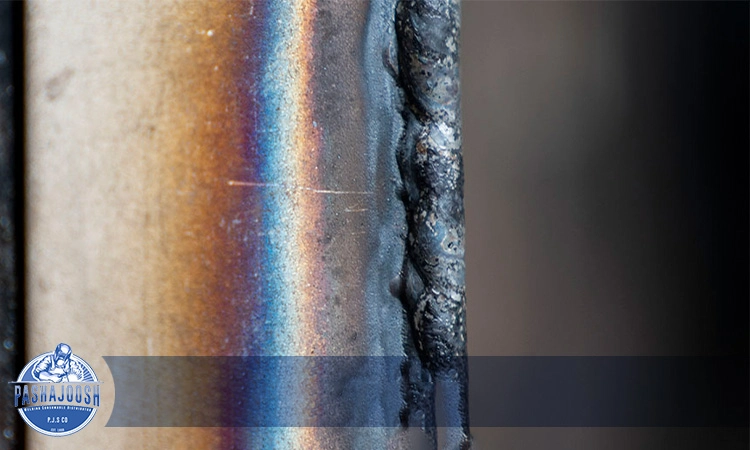
• خاکستری مات / سیاه: رنگهای خاکستری مات یا سیاه نشاندهنده حرارت بسیار بالای جوش هستند. در چنین شرایطی، فلز به طور کامل اکسید میشود، نهتنها در سطح بلکه در عمق آن. این اکسیداسیون کامل، مقاومت در برابر خوردگی فولاد ضدزنگ را از بین میبرد.
علاوه بر این، رنگهای خاکستری مات یا سیاه، ظاهر نامناسبی دارند و ازاینرو، حتی در هنرهای فلزی، بهتر است از آنها اجتناب شود.
ساخت جوشهای رنگی از جنس استیل
در حوزه جوشکاری استیل، تولید جوشهای رنگی نیازمند تنظیمات و تکنیکهای خاص است. هر جوشکار ممکن است روشی منحصربهفرد برای دستیابی به رنگهای دلخواه خود داشته باشد.
با آزمایش و تنظیم متغیرهای مختلف، میتوان به روشهایی دستیافت که به طور پیوسته رنگهای موردنظر را تولید کنند. در صورت مشاهده نتایج نامطلوب، میتوان راهکارهای زیر را بررسی کرد:
1. تنظیم زاویه و دما
قبل از هر گونه تغییر دیگر، زاویه و دمای ورودی را تنظیم نمایید. بدیهی است که این امر بر سرعت حرکت و پوشش گاز نیز تأثیر خواهد گذاشت. بااینحال، تغییر این دو پارامتر در ابتدا به طور معمول بیشترین تأثیر را بر نتیجه جوشکاری خواهد داشت.
افزایش دما منجر به افزایش رنگ جوش میشود. همچنین، زاویه شعله شیبدارتر (مانند 45 درجه) گاز دنباله دار را کاهش میدهد که خود به افزایش رنگ جوش کمک میکند، زیرا جوش هنگام قرار گرفتن در معرض جو گرمتر خواهد بود.
2. گاز
هنگام صحبت درباره گاز، دو عامل کلیدی باید در نظر گرفته شوند: جریان گاز و پوشش گاز.
جریان گاز به میزان گازی که از سیلندر پمپ میشود اشاره دارد. پوشش گاز به میزان پوشاندن جوش توسط گازی که پمپ میشود اشاره دارد. ممکن است جریان گاز بالا باشد؛ اما پوشش ضعیف باشد و بالعکس.
رنگ جوش توسط گرما تعیین میشود؛ بنابراین، میزان گازی که به جوش برخورد میکند تأثیر قابلتوجهی دارد، زیرا گاز باعث خنکشدن فلز میشود. بااینحال، برای جلوگیری از آلودگی و ایجاد عیوب در جوش، پوشش مناسب ضروری است. حذف گاز برای افزایش گرما (و در نتیجه رنگ) جوش توصیه نمیشود.
لنزهای گاز و محافظهای گاز برای بهبود پوشش و جریان گاز استفاده میشوند. لنزهای گاز جریان گاز را پایدارتر کرده و از ایجاد حبابهای هوا و آشفتگی در حوضچه جوش جلوگیری میکنند.
افزایش جریان گاز باعث کاهش رنگ جوش میشود، زیرا فلز قبل از قرارگرفتن در معرض هوا، بیشتر خنک میشود. برای افزایش رنگ جوش، میتوان از محافظهای گاز کوچک استفاده کرد.
استفاده از محافظهای گاز با اندازههای مختلف به شما امکان میدهد تا پوشش گاز را تنظیم کرده و بهترین نتیجه را برای رنگ و کیفیت جوش به دست آورید.
3. روش پیشنهادی
برای افزایش ورودی گرما و بهبود نتایج رنگی، آمپر را به طور متعادل کاهش دهید (مثلاً 100 آمپر برای الکترود تنگستن 2.4 میلیمتری)، سرعت حرکت را کاهش داده، و از یک لنز گاز با کاپ شماره 7 (یا یک کاپ با اندازه متوسط اما باریک) استفاده نمایید.
در حین جوشکاری، تنها مقدار کمی از سیم پرکننده نازک را در هر بار ضربه اضافه کنید. این روش کمک میکند تا قطعه گرم بماند و طیف رنگی بیشتری به دست آید. بااینحال، در صورت مشاهده گرم شدن بیش از حد فلز، میتوانید مقدار پرکننده را افزایش داده و سرعت حرکت را افزایش دهید تا قطعه کمی خنکتر شود.
در صورت نیاز به کاهش بیشتر حرارت، میتوانید از یک پوشش گاز بزرگتر یا افزایش جریان گاز استفاده کنید. بهطورکلی، جوشکاری با حرارت بالا و سرعت حرکت مناسب، روش ترجیحی برای دستیابی به نتایج مطلوب است.
4. داغشدن بیش از حد
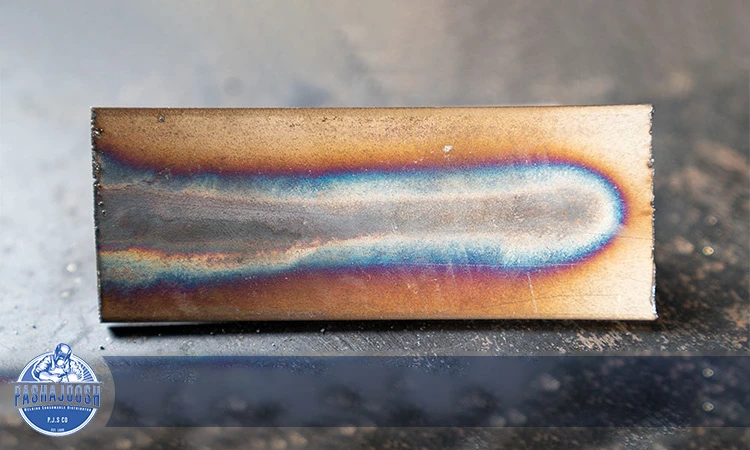
در صورت گرمشدن بیش از حد قطعه، ممکن است با یک ناحیه بزرگ تحتتأثیر حرارت (HAZ) مواجه شوید. HAZ هاله رنگی است که جوش را احاطه کرده است. حتی در صورت گرمشدن قطعه، ممکن است رنگ زیادی مشاهده نشود یا بسیار کمرنگ به نظر برسد.
این ممکن است به دلیل نزدیک بودن دمای قطعه به محدوده داغشدن بیش از حد باشد که باید از آن اجتناب شود.
توقف برای خنکشدن قطعه بین پاسها به حفظ رنگهای روشن، کاهش عرض هاله ناحیه حرارتی و جلوگیری از اعوجاج در جوشکاری فلز نازکتر کمک میکند.
5. تنظیم جریان جوش با پدال پا
پدال پا ابزاری ضروری برای ایجاد جوشهای رنگی با کنترل دقیق بر میزان گرما است. با استفاده از پدال پا، میتوانید بهدلخواه جریان را افزایش یا کاهش دهید و به طور مؤثر گرما را تنظیم کنید.
علاوه بر این، پدال پا به شما امکان میدهد جوشکاری پالس دستی را انجام دهید که برای ایجاد جوشهای باکیفیت و کنترل دقیق بر فرایند جوشکاری بسیار مفید است. اگر دستگاه جوش شما گزینههای پالس ندارد، پدال پا یک راهکار مناسب است. اما اگر دستگاه شما دارای گزینههای پالس است، استفاده از پدال پا اختیاری است.
جوشکاری پالس به شما امکان میدهد کنترل بیشتری بر گرما داشته باشید و قطعه کار را خنکتر نگه دارید. این روش برای جوشهای خطی مستقیم و یکنواخت مناسب است. اما برای کارهای هنری پیچیده که نیاز به تغییر مداوم در وزن خط دارند، تنظیم دستی فرکانس پالس قوس با استفاده از پدال پا ضروری است.
بهطورکلی، بهترین روش استفاده از پدال پا برای جوشکاری پالس دستی، کاهش جریان هنگام عدم اضافهکردن پرکننده و افزایش جریان هنگام اضافهکردن پرکننده است. این روش به ذوبشدن فلز و گرمشدن جوش واقعی کمک میکند درحالیکه قطعه کار را خنکتر نگه میدارد.
6. جریان پس از جوشکاری
جریان پس از جوشکاری یک عامل حیاتی در فرایند جوشکاری TIG محسوب میشود. این جریان به خنکسازی سریع و مؤثر جوش و الکترود تنگستن کمک میکند، از آلودگی آنها جلوگیری کرده و کیفیت جوش را بهبود میبخشد.
بر خلاف جوشکاری MIG، در جوشکاری TIG امکان تنظیم میزان جریان پس از جوشکاری وجود دارد. این ویژگی به جوشکار اجازه میدهد تا باتوجهبه نوع فلز، ضخامت قطعه و سایر عوامل مرتبط، جریان مناسب را انتخاب کند. حتی در جوشکاری استیل ضدزنگ رنگی نیز، استفاده از جریان پس از جوشکاری ضروری است.
ممکن است این موضوع در ابتدا ضد تولید به نظر برسد، چرا که جوشکاری بر اساس گرما انجام میشود. اما دلایل منطقی و علمی برای استفاده از جریان پس از جوشکاری وجود دارد.
استیل ضدزنگ نیز مانند سایر فلزات، در برابر عیوب جوش آسیبپذیر است. اگر جریان پس از جوشکاری بهدرستی اعمال نشود، فلز در حالت مایع خود ممکن است با آلودگیها تماس پیدا کند و در نتیجه، کیفیت جوش کاهشیافته و حتی ترکهایی در محل جوش ایجاد شود.
مدتزمان مناسب برای جریان پس از جوشکاری به عوامل مختلفی بستگی دارد و ترجیح شخصی جوشکار نیز در این زمینه تأثیرگذار است. اما بهطورکلی، برای حفظ رنگ جوشکاری استیل ضدزنگ، حدود 4 تا 6 ثانیه جریان پس از جوشکاری توصیه میشود.
7. ضخامت فلز و تأثیر آن بر رنگ جوش
ضخامت فلز نقش قابلتوجهی در نتیجه نهایی رنگ جوش دارد. قطعات پایه ضخیمتر به دلیل ظرفیت گرمایی بالاتر، زمان بیشتری برای گرمشدن و تشکیل حوضچه جوش نیاز دارند. همچنین، سیمهای پرکننده ضخیمتر برای ذوبشدن به آمپر بیشتری نیاز داشته و به دلیل انتقال حرارت بیشتر، حوضچه جوش را خنک میکنند. در نتیجه، میزان سیم پرکننده مورداستفاده بر رنگ جوش تأثیر خواهد گذاشت.
در مراحل ابتدایی تمرین جوشکاری و ساخت رنگها، توصیه میشود با فلز پایه ضخیمتر آغاز شود. این امر به فلز پایه اجازه میدهد تا گرما را بدون سیاهشدن یا نفوذ کامل جوش، جذب نماید.
8. تأثیر عوامل خارجی بر جوشکاری
محیط اطراف شما میتواند تأثیر قابلتوجهی بر کیفیت جوشکاری داشته باشد. بهعنوانمثال، در یک محیط بسته و کنترلشده، مانند یک گاراژ با در بسته، ممکن است تنظیمات جوشکاری شما بهینه و رنگ جوشها مطلوب باشد.
اما با تغییر شرایط محیطی، مانند باز کردن در گاراژ یا تغییرات شدید دما، این تنظیمات ممکن است دیگر کارآمد نباشند.
عوامل خارجی مانند نسیم، حتی بهصورت ملایم، میتوانند بر پوشش گاز محافظ تأثیر بگذارند و دمای محیط نیز میتواند بر سرعت جذب حرارت توسط فلز پایه تأثیر بگذارد.
برای دستیابی به جوشکاری با کیفیت بالا، توصیه میشود در حین یادگیری و تمرین، محیط کار خود را تا حد ممکن کنترل شده نگه دارید.
9. حکاکی
برای ایجاد یک اثر هنری حرفهای (بر خلاف تمرین با مهرهها یا موارد دیگر)، ترسیم یک طرح اولیه بهعنوان راهنما به شما امکان میدهد فاصلهها و شکلها را بادقت بیشتری تعیین کرده و تقارن را بررسی کنید.
پس از اطمینان از دقت طرح خود، استفاده از یکقلم حکاکی برای ردکردن روی آن، خطوط واضح و برجستهای را ایجاد میکند که میتوانید هنگام جوشکاری بهعنوان راهنما از آنها پیروی کنید.
پس از آن، حتماً قطعه کار خود را بهخوبی با استون یا یک ماده مشابه تمیز کنید تا از باقیماندههای ماژیک دائمی که ممکن است باعث آلودگی جوش شوند، جلوگیری کنید.
10. کنترل رنگ
رنگهای جوش را نمیتوان دقیقاً کنترل کرد. گرما رنگ را تعیین میکند، اما عوامل دیگر نیز تأثیرگذارند. حتی در یک جوش پیوسته، رنگ میتواند تغییر کند. برای کنترل رنگ، باید آمپرها، سرعت حرکت و قطرات فلز پرکننده را در نظر بگیرید. اگر جوش بیش از حد داغ شود، خواص فلز از بین میرود.
11. اگر رنگ نمیخواهم چه کنم؟
برای جوشکاری به رنگ کروم، جوش را خنک نگه دارید. سرعت حرکت، جریان گاز، لنز گاز، پوشش گاز بزرگتر و فیلر بیشتر را افزایش دهید. جوش بیرنگ برای حاشیهها یا برجستهکردن جزئیات مفید است. جوش پیوسته ممکن است بین طلایی، قرمز، آبی و بنفش تغییر رنگ دهد.
کنترل رنگ سخت است و ممکن است جوش شما چندرنگ داشته باشد. آمپرها، قطرات فلز پرکننده و سرعت حرکت نیز تأثیرگذار هستند.
12. تزیینات نهایی
پس از جوشکاری، تمیزکردن کامل قطعه هنری امکانپذیر نیست؛ زیرا رنگها فقط در سطح هستند و هالههای HAZ باقی میمانند.
اما اگر وقت دارید، میتوانید قسمتهای جوشکاری شده را با نوارچسب پوشانده و با برس سیمی یا پد اسکراچ تمیز کنید. این کار باعث برجستهشدن رنگها میشود، اما همیشه امکانپذیر نیست.









