
TIP واژهای آلمانی بوده که ترجمه شده انگلیسی آن معادل Technology of Engineer Plasch است. TIP TIG زیرمجموعهای از جوشکاری قوسی تنگستن گازی (GTAW) است که از مکانیزمی به نام هم زدن سیم پرکننده برای افزایش دینامیک حوضچه جوش مذاب استفاده میکند. مشخص شده است که این هم زدن، سیالیت حوضچه جوش را افزایش داده و گازهای در حال تکامل را آزاد میکند. این عامل سبب شده احتمال ایجاد و تخلخل کاهش پیدا کرده و ناخالصیها جدا گردند. سیستمهای جوشکاری که از روش TIP TIG استفاده میکنند، در واقع سیستمهای GTAW هستند که به سادگی با سیم تغذیه میشوند. این سیستم علاوه بر این که یک اثر ارتعاشی روی سیم ایجاد میکند، باعث میشود جریان سیم داغ بر روی فلز پرکننده اعمال شود. فرآیند TIP TIG در سال 1999 توسط مهندس اتریشی به نام زیگفرید پلاسش، با هدف نرخ رسوب بالاتر در مقایسه با فرآیند معمولی GTAW اختراع و ثبت شد. از آن زمان کاربرد این فرایند در سراسر جهان گسترش یافته است.

TIP TIG برخلاف GTA – GMA و FCA، بالاترین دمای قوس را فعال میکند و نگرانیهای مربوط به همجوشی جوش با آلیاژهای کند را حذف میکند. افزایش سیالیت جوش از TIP TIG، باعث کاهش ابعاد شیار شده و به طور چشمگیری کار جوش و هزینههای مواد مصرفی را کاهش میدهد. علاوه بر این تیپ تیگ بالاترین انرژی جوش را در یک اتمسفر بیاثر فراهم کرده که کمترین ناخالصی و تخلخل جوش ممکن را فراهم مینماید. در نتیجه کمترین اکسیداسیون در جوش ایجاد شده و تمیزترین جوشها تولید میشود. از فرایند تیگ تیگ برای کاربردهای دستی، خودکار، روکش با سوراخ و جوشکاری مداری میتوان استفاده کرد.
از معایبی که میتوان برای فرایند TIP TIG در نظر گرفت، هزینه آن است. تجهیزات تیپ تیگ در مقایسه با راه اندازی سنتی TIG هزینهبرتر هستند. با این حال به دلیل سرعت بالا و بازگشت سرمایه سریعتر، این هزینهها زودتر جبران میشوند.
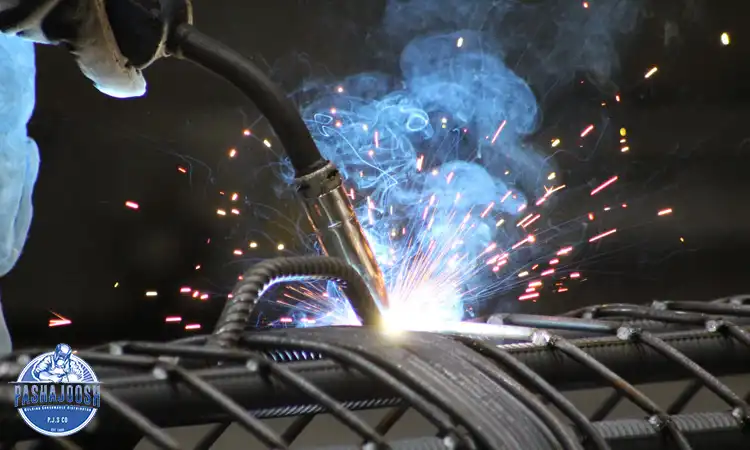
سيستم جوشكاری تيپ تيگ انقلابی در جوشكاری تيگ می باشد. در اين سيستم فيلر جوشكاری مشابه روش ميگ/مگ توسط يك واير فيدر به سر تورچ هدايت می گردد. منبع جريان اصلی قوس جوشكاری را در سر تنگستن ايجاد مي كند ولي يك منبع جريان ثانويه نيز بر روي سيم جوشكاری جريانی اعمال می كند كه باعث گرم شدن سيم می شود.

سیستم وایر فیدر Tip Tig همزمان با به جلو راندن سيم جوشكاری آن را با فركانسی بسيار بالا مرتعش می كند كه باعث كاهش شديد كشش سطحی مذاب جوش و همچنين افزايش سرعت جوشكاری می شود.
تمامی عوامل فوق منجر به روش جوشكاری تيگی گرديده است كه كيفيت بسيار بالايی دارد و سرعت جوشكاری آن از جوش تيگ و الكترود دستی بسيار بالاتر است ! مقدار حرارت ورودی به قطعه در اين روش بسیار پایین است بنابر این ناحیه متاثر از حرارت (HAZ) کوچک بوده و پیچش قطعه به حداقل خود میرسد .
كاربردهای اين روش جوشكاری عبارت است از جوشكاری انواع فلزات از فولادهای كربنی، استينلس ، داپلكسها ، آلومينيوم ،تيتانيوم و سوپر آلياژها با بالاترين كيفيت ممكن، بدليل نيمه اتوماتيك بودن روش دستی ، به سادگی و با هزينه كم ميتوان اين روش را به تمام اتوماتيك تبديل كرد.
به زبان ساده میتوان گفت این روش تلفیقی از جوشکاری میگ/مگ و تیگ میباشد که کیفیت را از روش تیگ و سرعت را از روش میگ/مگ به ارث دارد.
در این روش معمولا سیم جوش میگ مگ سایز ۱ و ۱.۲ میل استفاده میشود.









