

در جوشکاری، دو نوع اصلی سوراخ وجود دارد که نیاز به پر کردن دارند: سوراخهای سوختگی و سوراخهای حفاری شده. هر دو نوع سوراخ معمولاً با روش مشابه پر میشوند.
پیش از شروع جوشکاری، اطمینان حاصل کنید که فلز تمیز است. این شامل لبه داخلی سوراخ نیز میشود. اگر قطعه فلزی بسیار نازک باشد، اهمیت چندانی ندارد، اما در صورت امکان، از یک سنگسابی یا سنباده برای تمیز کردن لبه داخلی سوراخ استفاده کنید تا از آلودگی احتمالی جلوگیری شود.
📞 اگر برای انتخاب نوع سیم جوش مناسب جهت پر کردن سوراخها در جوشکاری سوالی دارید، کارشناسان پاشاجوش آماده راهنمایی و استعلام قیمت هستند.
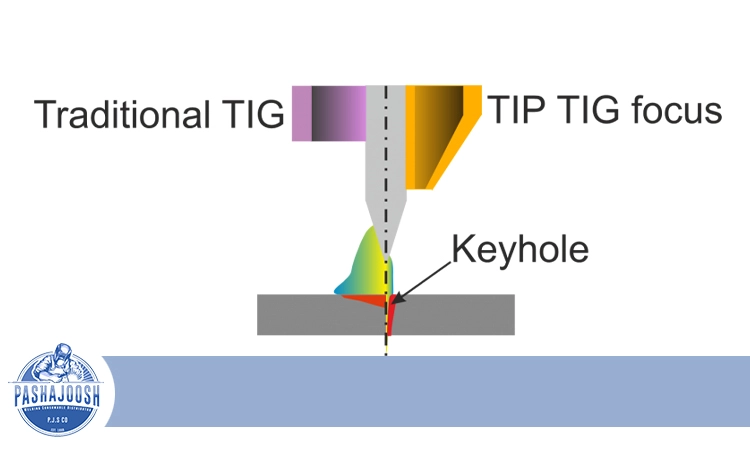
پر کردن سوراخ با جوش TIG
برای پر کردن یک سوراخ با استفاده از جوشکاری TIG، باید بهصورت پیوسته و با حرکات نقطهنقطه در اطراف لبه سوراخ، جوش را ایجاد کنید. هدف این است که بهتدریج لبه داخلی سوراخ پر شود، نه اینکه فلز جوش فقط روی سطح سوراخ قرار گیرد.
این فرایند شبیه به جوشکاری لبه به لبه است (که در واقع اگر سوراخ به قطعه دیگری وصل باشد، دقیقاً همین نوع جوشکاری است). ممکن است لازم باشد چندین بار دور سوراخ بروید، اما وقتی اندازه سوراخ کوچک شد، در این مرحله معمولاً از سیم جوش استیل 308 برای پر کردن سوراخ و ترمیم جوش استفاده میشود.
دلیل چرخش در اطراف سوراخ این است که مطمئن شوید که تماملبهها بهخوبی ذوب میشوند. اگر این کار را انجام ندهید، ممکن است حبابهای هوا در جوش ایجاد شوند.
اگر در پایان کار، جوش را به یکباره با شدت ادامه دهید، ممکن است باعث شود که جوش فروبرود؛ بنابراین در پایان جوش، کمی سیم جوش اضافه کنید تا سطح صاف شود. البته این اتفاق فقط زمانی رخ میدهد که پشت سوراخ باز باشد.
اگر جوش فروبرود، پس از پر کردن سطح بالایی، قطعه را برگردانید و مشعل را بر روی قسمت پشتی بکشید تا فلز به طور کامل به لبهها ذوب شود و هیچ حفره یا بریدگی ایجاد نشود. هنگام پایان جوش، مشعل را از مرکز به سمت یکی از لبهها حرکت دهید تا کار بهدرستی به اتمام برسد.
بعد از اتمام جوشکاری، فلز اضافی را که برجسته شده است، ساب بزنید تا سطح کاملاً صاف شود. اگر هر قسمتی از سطح دارای فرورفتگی یا فضای خالی بود، میتوانید یکلایه دیگر جوش اضافه کنید تا کاملاً پر شود.
اگر سیم جوش بیشتری اضافه کنید، میتوانید درحالیکه فلز هنوز مایع است، آن را با مشعل حرکت داده و پخش کنید تا جوش بهتر در سطح پخش شود. این کار بهویژه روی فلزات نازک مؤثر است، مخصوصاً اگر قبلاً آن را سوراخ کرده باشید.
در مواردی که پشت سوراخ باز است و سوراخ کاملاً دایرهای نیست، بهتر است از یک قسمت محکم یا ضخیم شروع کنید تا بتوانید یک حوضچه ایجاد کرده و لبه را بسازید. اینگونه پایهای برای شروع دارید و میتوانید بهتدریج دو طرف سوراخ را به هم متصل کنید.
اگر سوراخ باز باشد، میتوانید از یک پشتبند مسی برای نگهداشتن حوضچه جوش استفاده کنید. هنگام جوشکاری TIG، کافی است پشتبند را به قطعه کار ببندید. مس به جوش نمیچسبد و از فرورفتن جوش جلوگیری میکند. بااینحال، بسته به دسترسی به محل، همیشه ممکن است نتوانید از پشتبند استفاده کنید.
اگر حفره باز است، میتوانید از یک پشتبند مسی برای کمک به نگهداشتن حوضچه جوش استفاده کنید. هنگام جوشکاری TIG، فقط پشتبند را در جای خود گیره کنید. مس به جوش شما نخواهد چسبید و از فرورفتن آن جلوگیری خواهد کرد. بااینحال، بسته به دسترسی، ممکن است همیشه امکان استفاده از آن وجود نداشته باشد.
جوشکاری سوراخ با MIG
برای پر کردن سوراخ با جوشکاری MIG، روش مشابهی با جوشکاری TIG استفاده میشود. اگر امکانش باشد، از یک پشتیبان مسی استفاده کنید. برای سوراخهای کوچک، فقط یک نقطهجوش کافی است (همراه با پشتیبان). اما اگر سوراخ بزرگتر باشد، باید ابتدا لبهای بسازید و دور سوراخ را جوش دهید تا آن را پر کنید.
بهترین روش این است که پر کردن را بهصورت مجموعهای از نقطهجوشها انجام دهید تا حرارت به حداقل برسد. اگر در حال پر کردن یک سوراخ سوختگی (ناشی از حرارت زیاد) هستید، بهتر است حرارت ورودی را کاهش دهید تا سوراخ بزرگتر نشود.
اگر از پشتیبان مسی استفاده میکنید، مخصوصاً در فلزات نازک، جوش را به سمت آن هدایت کنید. اگر جوش را به لبه فلز بزنید، ممکن است فلز به دلیل حرارت زیاد ذوب شود و سوراخ بزرگتری ایجاد شود. پشتیبانهای مسی برای جوشکاری سوراخهای MIG، مخصوصاً سوراخهای ناشی از سوختگی، بسیار مفید هستند، زیرا حرارت اضافی را جذب میکنند.
در هنگام استفاده از صفحه پشتیبان، مراقب باشید که جوش در پشت قطعه “شکرک” نزند. شکرک زدن معمولاً در جوشکاری لوله رخ میدهد زمانی که پشت جوش بهدرستی توسط گاز محافظت نمیشود.
اکسیژن و سایر آلایندهها بر جوش تاثیر میگذارند و باعث میشوند که لایهای شبیه شکر روی آن تشکیل شود. اگر جوش شما در پشت قطعه شکرک زد، میتوانید با یک دستگاه سنگزنی آن را پاک کنید و سپس آن سمت را نیز جوش دهید تا سوراخ کاملاً پر و عاری از آلودگی شود.
اگر سوراخ بزرگی دارید، به قطر 1 سانتیمتر یا بیشتر، و/یا نمیتوانید به هر دو طرف آن دسترسی پیدا کنید، پر کردن آن راحتتر است. برای پر کردن، دایرهای از فلز ببرید که کاملاً مناسب سوراخ باشد، سپس آن را نقطهجوش کنید و در نهایت سطح آن را صاف کنید.
اگر سوراخ روی یک قطعه فلزی ضخیمتر باشد، پلاگ (قطعه پرکننده) را از فلز نازکتری (حدود ۵ میلیمتر نازکتر) ببرید. بهاینترتیب، میتوانید پلاگ را در جای خود نقطهجوش کرده و اطراف آن را با فلز جوش پر کنید.
اگر فقط به یک سمت سوراخ دسترسی دارید، پلاگ را از فلزی که فقط ۲ تا ۳ میلیمتر نازکتر است ببرید. پس از اتمام، میتوانید همه چیز را صاف کنید. باقیگذاشتن فضایی برای پر کردن با جوش، ایمنی بیشتری ایجاد میکند تا مطمئن شوید که سوراخ بهخوبی مهروموم شده و پلاگ به طور کامل با لبههای خارجی ذوب شده است.
شما میتوانید سوراخها را با هر دو روش MIG و TIG پر کنید، اما اگر سوراخ کوچک باشد، ممکن است پر کردن آن با جوش زمان کمتری ببرد.
پر کردن سوراخها در جوش ممکن است کمی صبر و حوصله بخواهد، و گاهی نیاز به تنظیم مجدد دستگاه باشد اگر سوراخ از شدت حرارت در حال بزرگتر شدن است. اما پس از اتمام کار، معمولاً با کمی سنگزنی، هیچ نشانهای از وجود سوراخ باقی نمیماند.
انتخاب نوع و قطر سیم جوش تأثیر مستقیمی بر کیفیت پر شدن سوراخ و استحکام نهایی جوش دارد.
برای دریافت مشاوره تخصصی و استعلام قیمت سیم جوش مناسب پروژهتان، با پاشاجوش تماس بگیرید.

جمعبندی
در پایان، پر کردن سوراخها در جوشکاری یکی از مهارتهای مهم و حیاتی است که نیازمند دقت، تجربه و استفاده از تکنیکهای مناسب میباشد. انتخاب روش صحیح جوشکاری، کنترل دمای مناسب، استفاده از تجهیزات مناسب و مهارت در کار با مواد پرکننده، همگی عوامل تعیینکننده در کیفیت نتیجه نهایی هستند. با تمرین و رعایت اصول ایمنی و فنی، میتوان سوراخها را به طور کارآمد و بادوام پر کرد، بهگونهای که سازههای جوشکاری شده استحکام و کارایی خود را حفظ کنند. این مهارتها نهتنها باعث افزایش کیفیت کار میشوند، بلکه ایمنی و عمر طولانیتر سازه را تضمین میکنند.









