

اگر به یک کارگاه جوشکاری قدم بگذارید یا در دوره آموزشی جوشکاری شرکت کنید، احتمالاً اصطلاح «قطبیت» به گوشتان خواهد خورد. اما قطبیت در جوشکاری به چه معناست و چگونه در صنعت جوشکاری به کار میرود؟
قطبیت در جوشکاری به قطب مثبت یا منفی مدار الکتریکی اشاره دارد که با روشنشدن دستگاه جوشکاری تشکیل میشود. قطبیت نقشی حیاتی در تعیین کیفیت و استحکام جوش ایفا میکند و انتخاب اشتباه قطبیت میتواند منجر به مشکلاتی مانند نفوذ ناکافی یا پاشش بیش از حد مواد شود.
دو نوع اصلی از جوشکاری وجود دارد: جریان متناوب (AC) و جریان مستقیم (DC) که هر یک دارای ویژگیهای قطبیت مختص به خود هستند. جوشکاری با جریان مستقیم (DC) به دلیل مزایایی مانند سهولت در ایجاد قوس الکتریکی و کاهش پاشش مواد، معمولاً در روش جوشکاری قوس فلزی محافظتشده (SMAW) مورداستفاده قرار میگیرد.
درک انواع مختلف قطبیت، از جمله قطبیت مستقیم جریان مستقیم (DCSP)، قطبیت معکوس جریان مستقیم (DCRP) و قطبیت جریان متناوب (ACP) برای جوشکاران بسیار مهم است تا بتوانند به نتایج مطلوب در پروژههای خود دست یابند.
قطبیت عامل تعیینکنندهای در استحکام و کیفیت جوش است. ازآنجاکه هیچ دو پروژهای دقیقاً مشابه نیستند، تنظیم قطبیت باید بر اساس نوع ماده و نتیجه موردنظر انجام شود. برای آشنایی بیشتر با مفهوم قطبیت در جوشکاری، از چیستی آن گرفته تا نحوه عملکرد و انواع مختلف آن، ادامه این مطلب را بخوانید.
قطبیت در جوشکاری چیست؟
وقتی یک دستگاه جوشکاری روشن میشود، یک مدار الکتریکی تشکیل میگردد که دارای قطب مثبت یا منفی است. این ویژگی با عنوان قطبیت شناخته میشود.
قطبیت در جوشکاری بسیار مهم است؛ زیرا به طور مستقیم بر کیفیت و استحکام جوش تأثیر میگذارد. اگر جوشکار قطبیت نادرستی را انتخاب کند، ممکن است با مشکلاتی مانند نفوذ ناکافی، پاشش زیاد مواد و ازدستدادن کنترل قوس جوشکاری مواجه شود.
قطبیت در جوشکاری چگونه کار میکند؟
وقتی دستگاه جوشکاری روشن میشود، یک مدار الکتریکی ایجاد میگردد که دارای دو قطب مثبت و منفی است. این تفاوت قطبها همان چیزی است که قطبیت را تعریف میکند.
اهمیت قطبیت در جوشکاری
قطبیت برای هر کسی که میخواهد جوشکاری را بیاموزد یا در این حوزه فعالیت کند، بسیار حیاتی است. چرا که مستقیماً بر کیفیت و استحکام جوش تأثیر میگذارد. انتخاب قطبیت اشتباه میتواند مشکلاتی همچون کاهش کنترل، پاشش مواد و کیفیت پایین جوش ایجاد کند.
آشنایی با انواع مختلف قطبیت در جوشکاری
در جوشکاری سه نوع اصلی قطبیت وجود دارد:
• قطبیت مستقیم جریان مستقیم (DCSP)
• قطبیت معکوس جریان مستقیم (DCRP)
• قطبیت جریان متناوب (ACP)
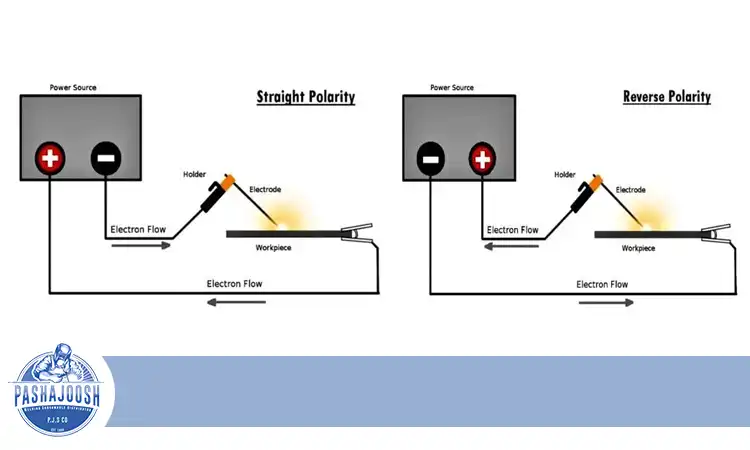
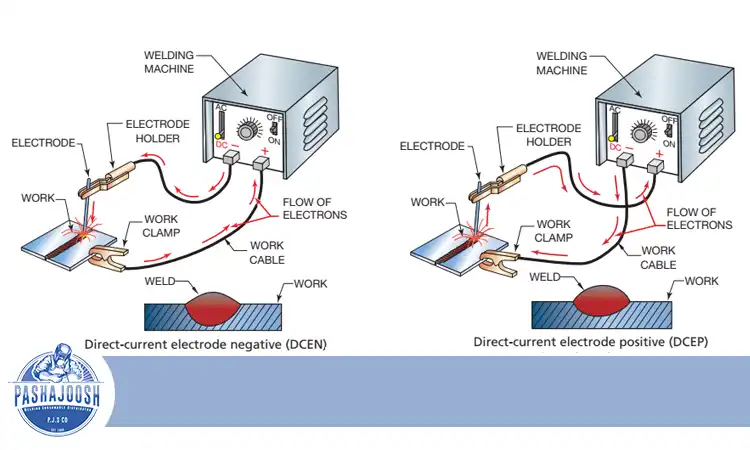
قطبیت مستقیم جریان مستقیم (DCSP)
در این نوع قطبیت، الکترود منفی و صفحات مثبت هستند. در نتیجه، الکترونها از نوک الکترود به سمت صفحات پایه حرکت میکنند.
ویژگیهای DCSP
• توزیع حرارت: حدود دو سوم (66%) حرارت قوس الکتریکی در الکترود تولید میشود. تنها یک سوم (33%) حرارت به صفحات پایه منتقل میگردد.
• ذوب الکترود: باتوجهبه گرمای زیاد در الکترود، الکترود سریعتر ذوب میشود و نرخ رسوب فلز (برای الکترودهای مصرفی) افزایش مییابد.
• معایب در پایه: به دلیل گرمای ناکافی در صفحات پایه، اتصال جوش ممکن است بهخوبی انجام نشود.
این مشکل منجر به نقصهایی مانند:
• ذوب ناکافی: اتصال بین فلز پایه و فلز جوش ضعیف است.
• نفوذ ناکافی: عمق جوش به حد مطلوب نمیرسد.
• تقویت بیش از حد جوش: فلز اضافی در ناحیه جوش انباشته میشود که به آن تقویت جوش میگویند.
جوشکاری با قطبیت معکوس جریان مستقیم (DCRP)
وقتی الکترود مثبت و صفحات منفی هستند، نتیجه آن قطبیت معکوس جریان مستقیم است. در این حالت، الکترونها جهت حرکت خود را تغییر داده و از صفحات پایه به سمت الکترود جریان پیدا میکنند. در نتیجه، در مقایسه با قطبیت مستقیم جریان مستقیم، گرمای بیشتری در صفحات پایه تولید میشود.
این نوع جوشکاری به دلیل عملکرد پاککنندگی قوس، کمتر احتمال دارد که باعث ایجاد نقصهای ناشی از ذرات غیرفلزی (مانند ذرات غیرفلزی بهدامافتاده در فلز جوش یا در مرز اتصال جوش) شود. این روش باعث سرعت جوشکاری بیشتر شده و برای جوشکاری قطعات نازک مواد عملکرد بهتری دارد. همچنین معمولاً برای اتصال فلزاتی مانند مس که نقطه ذوب پایینی دارند، انتخاب میشود.
یکی از نقاط ضعف این روش، عمر کوتاهتر الکترود است. اگر سرعت بهدرستی تنظیم نشود، نیاز به تقویت بالایی خواهد داشت. درحالیکه این روش برای مواد نازک بسیار مناسب است، ممکن است برای اتصال صفحات ضخیم با نقطه ذوب بالاتر مؤثر نباشد.
قطبیت جریان متناوب (AC)
اگر جریان AC توسط منبع تغذیه تأمین شود، قطبیت معکوس و مستقیم به طور متوالی اتفاق میافتند. در نیمی از چرخه، صفحات پایه مثبت و الکترود منفی خواهد بود. در نیمه دیگر، الکترود مثبت و صفحات پایه منفی میشود.
این چرخه بسته به فرکانس منبع تغذیه، 50 تا 60 بار در ثانیه تکرار میشود. برخی از منابع تغذیه امکاناتی ارائه میدهند که میتوانند فرکانس را تغییر دهند.
قطبیت AC دارای ویژگیهای قطبیت مستقیم و معکوس است، زیرا هر دو در یکچرخه اتفاق میافتند. این قطبیت برای استفاده با اکثر انواع الکترودها مؤثر است و برای ضخامتهای مختلف صفحات مناسب است، و به همین دلیل انتخابی مناسب و چندمنظوره محسوب میشود.
سخن پایانی
قطبیت در جوشکاری یکی از مفاهیم اساسی است که به طور مستقیم بر کیفیت، استحکام و کارایی جوش تأثیر میگذارد. درک صحیح انواع قطبیت، مستقیم، معکوس و متناوب، و کاربردهای آنها، به جوشکار کمک میکند تا با اطمینان بیشتری پروژههای خود را انجام دهد و از نقصها و مشکلات رایج جلوگیری کند.
هر پروژه جوشکاری چالشهای خاص خود را دارد و انتخاب قطبیت مناسب بر اساس مواد، ضخامت و نیازهای حرارتی، بخش مهمی از فرایند تصمیمگیری است. با تمرین و تجربه، جوشکارها میتوانند این مهارت را بهبود داده و نتایجی دقیقتر و حرفهایتر ارائه دهند.
در نهایت، قطبیت تنها یکی از ابزارهای موجود در دنیای پیچیده جوشکاری است، اما تسلط بر آن میتواند تفاوت قابلتوجهی در کیفیت نهایی کار ایجاد کند.









