

بررسی انواع درز جوش ٬ به بخش مشترک دو قطعه که مصالح جوش در امتداد آنها رسوب میکند، درز جوش گفته میشود. درز جوش از مباحث مهم در جوشکاری است و نحوه ایجاد آن و آشنایی با انواع آن از اهمیت زیادی برخوردار است. در این مطلب قصد داریم در خصوص بررسی انواع درز جوش صحبت کنیم و با نحوه انجام آنها آشنا شویم.
درز جوش چیست؟
منظور از درز جوش همان نقاط جوش پیوسته و متصل به هم است. در واقع اگر تعداد زیادی نقاط جوش در یک ردیف به صورت پشت سر هم و متصل به هم ایجاد شوند، یک نوار از نقطه جوش یا درز جوش ایجاد میشود. فرآیند ایجاد نقاط جوش توسط دستگاه درز جوش انجام میشود. از این روش هم میتوان برای ساخت مخازن، باک سوخت و لولهها استفاده کرد. جوشکاری درزی از مقاومت و طول عمر بالایی برخوردار است و کاملا قابل اعتماد است.
آشنایی با پروسه بررسی انواع درز جوش
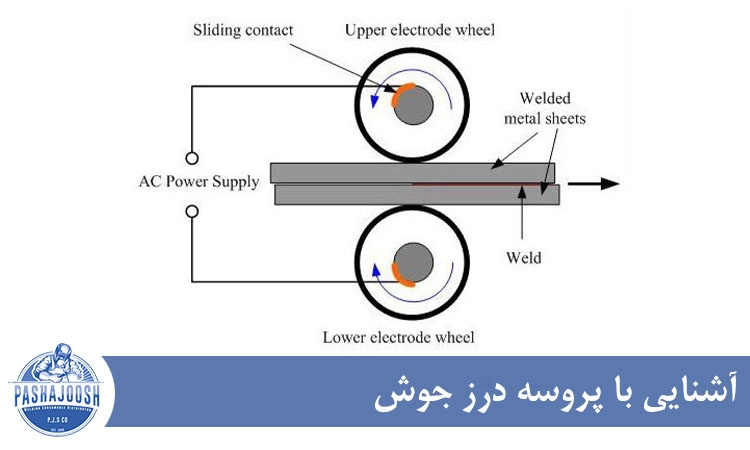
همانطور که در بخش قبلی اشاره کردیم درز جوش با استفاده از دستگاه خاصی تحت همین عنوان انجام میشود. در دستگاه درز جوش یا غلتکی به جای الکترودهای میلهای از دو دیسک از جنس مسهای آلیاژی استفاده میشود. قطعه کار بین دو دیسک قرار گرفته و با فشار و چرخش آنها قطعه کار شروع به حرکت میکند. این عمل سبب انجام جوش میشود. با دوران دیسکها، جریانی با شدت بالا و مداوم از آنها و قطعه کار عبور کرده و طی آن حرارت بین قطعات کار افزایش پیدا کرده و سبب جوش خوردن آنها به هم میشود.
در ادامه با دوران دیسکها و حرکت قطعه کار جوشکاری در امتداد یک خط مستقیم ادامه پیدا میکند. معمولا یکی از دیسکها یا هر دوی آنها به وسیله موتور و گیربکس حرکت میکنند و در همان حال جریان را انتقال میدهند.
نحوه تنظیم سرعت دستگاه درز جوش
در دستگاه درز جوش یک فاصله حداقلی میان مراکز دیسکها وجود دارد. در صورتی که نیاز به یک دیسک کوچک باشد، دیسک دیگری باید متناسب با آن بزرگتر انتخاب شود. سرعت جوشکاری در دستگاه درز جوش هم با توجه به قطر دیسک و همچنین میزان فرسایش آنها با استفاده از مکانیزم سرعت متغیر دندهای ثابت نگه داشته میشود.
هندسه بررسی انواع درز جوش
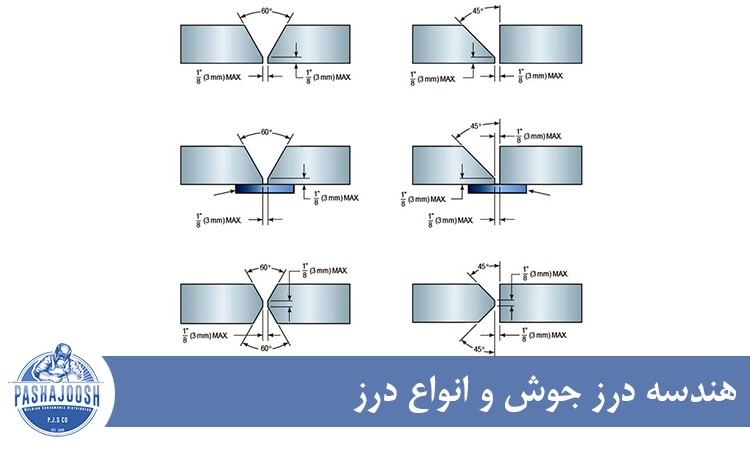
هندسه درز جوش از عوامل مهم و موثر بر روی کیفیت جوش است. هندسه درز جوش با توجه به سه پارامتر زاویه پخی لبه، بازشدگی یا دهانه ریشه و پیشانی یا ضخامت ریشه تعریف میشود. برای اینکه جوش شیاری در درز بین دو قطعه رسوب کند، باید به لبه بر حسب ضخامت و سهولت کار شکل هندسی خاصی داده شود. بر حسب نوع شکل هندسی انواع درز جوش به صورت زیر در میآیند:
- درز جوش ساده
- درز جوش جناغی (یک رو و دو رو)
- درز جوش نیم جناغی (یک رو، دو رو، V)
- درز جوش لالهای (یک رو، دو رو، V)
- درز جوش نیم لالهای (یک رو، دو رو، V)
انواع درز جوش به روش مقاومتی
در خصوص انواع درز جوش باید به درز جوش بدون استفاده از سیم مصرفی و درز جوش با استفاده از سیم مصرفی اشاره کرد. درز جوش با سیم مصرفی به این صورت است که الکترودهای دیسکی در آن دارای شیاری هستند که سیم مسی میتواند بین آنها و قطعات مورد جوشکاری قرار بگیرد. این سیم از یک منبع قرقره آمده و به دور دیسکها میپیچد. مزیت درز جوش با استفاده از سیم مصرفی این است که سرعت بسیار بالایی دارد. این روش از سرعت بالای 70 متر در دقیقه برخوردار است. همچنین این روش امکان جوشکاری فولادهای ضد زنگ و روکش شده را میدهد. با استفاده از آن امکان ایجاد جوش لب به لب هم وجود دارد.
انواع جوش شیاری با نفوذ ناقص
- نفوذ ناقص در جوش شیاری یک طرفه: اتصال جوشی ذوبی باید در پشت قطعه اتصال یا هم سطح در قطعه باشد و یا از پشت کار نهایتا به اندازه 3 میلی متر بیرون بزند. در غیر این صورت نفوذ ناقص است.
- نفوذ ناقص در جوش شیاری دو طرفه: در این روش پاشنه کار و ریشه اتصال در مرکز ضخامت قطعه واقع است که باید توسط اتصال جوشی ذوبی کاملا ذوب و سپس پر شود. در صورتی که این شرایط ایجاد نشود، عیب کار تلقی میشود.
در خصوص اندازه جوش شیاری باید اشاره شود که اگر در جوش یک طرفه نفوذ کامل اتفاق بیفتد، اندازه جوش با اندازه ضخامت قطعه نازکتر اتصال بدون برجستگی تقویتی برابر است. در صورتی هم که جوش شیاری با نفوذ نسبی در اتصال باشد، مجموع دو مقدار نفوذ در طرفین اتصال اندازه جوش محسوب میشوند.
مزایا و معایب درز جوش مقاومتی
از مزایای درز جوش یا جوشکاری RSW مقاومتی میتوان به عدم وجود پاشش در آن و عدم نیاز به گاز محافظ اشاره کرد. همچنین در این روش هیچگونه دودی تشکیل نشده و برای جوشکاری به ماده کمکی نیاز نمیباشد. جوشکاری درزی مقاومتی کاربری آسانی داشته و به مهارت خاصی نیاز ندارد.
با اینکه این روش برای خطوط مستقیم کاربرد زیادی دارد، اما امکان استفاده از آن برای جوشکاری خطوط پیچیده و منحنی وجود ندارد. همچنین این متد برای گوشههای داخلی کاربرد لازم را ندارد. به طور کلی درز جوش مقاومتی برای فضاهایی که دیسکها قادر به حرکت نیستند کاربرد ندارد. از دیگر معایب درز جوش باید به اتصال و جوشکاری ورقهایی با حداکثر ضخامت 3 میلی متر اشاره کرد. علاوه بر این هزینه خرید دستگاه و تجهیزات اولیه این جوشکاری کمی بالا است.

فلزات جوشپذیر به روش درز جوش
در خصوص فلزات جوشپذیر به روش درز جوش میتوان به فولاد کم کربن، فولاد پر کربن، فولاد کم الیاژ و فولاد HSLA ضد زنگ اشاره کرد. همچنین تعدادی از فولادهای پوششدار میتوانند به شکل قابل قبولی به صورت نواری جوشکاری شوند. آلیاژهای دیگری همچون آلومینیوم، آلیاژهای آلومینیوم نیکل، آلیاژهای نیکل و آلیاژهای منیزیم نیز میتوانند جوشکاری درزی یا نواری شوند؛ اما این روش برای مس و آلیاژهای حاوی درصد بالای مس توصیه نمیشود. برای همین در زمان انتخاب این متد حتما به نوع آلیاژ مصرفی توجه شود.
جمع بندی
در این مطلب در خصوص درز جوش و انواع آن صحبت کردیم. همانطور که اشاره شد درز جوش فصل مشترک دو قطعه است که مصالح جوش در امتداد آنها رسوب میکند. برای این روش نیاز به دستگاه درز جوش است که سرعت و سایر پارامترهای آن باید تنظیم شود. جهت خرید تجهیزات و لوازم مورد نیاز درز جوش میتوانید از طریق شرکت پاشا جوش صنعت اقدام نمایید.









