

در جوشکاری، وقتی صحبت از پدیدهی “سوختن سیم” (Burnback) میشود، دو موضوع متفاوت ممکن است مطرح باشد:
- مشکل سوختن سیم در نوک تماس (Contact Tip) در فرایند جوشکاری.
- کنترل قابلتنظیم “سوختن سیم” که در برخی دستگاههای جوشکاری MIG موجود است.
باوجوداینکه این دو موضوع متفاوت هستند، کنترلهای سوختن سیم احتمالاً نام خود را از این مشکل گرفتهاند؛ زیرا هدف اصلی آنها ازبینبردن این ایراد در جوشکاری است. اما هر یک از این موارد دقیقاً چیستند و چه کاربردی دارند؟
سوختن سیم چیست؟
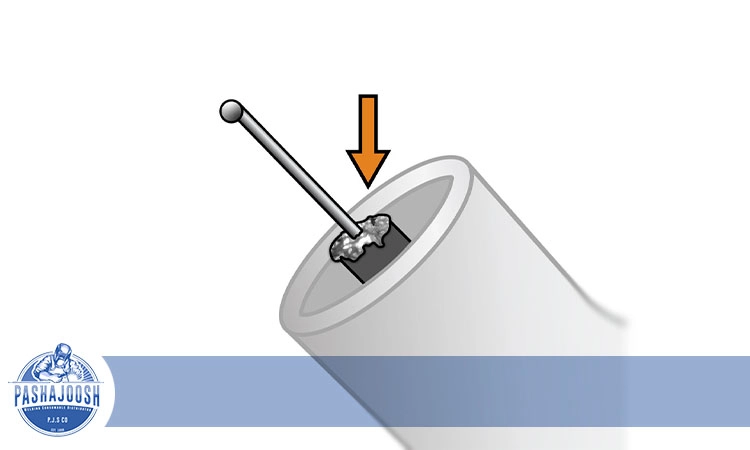
سوختن سیم زمانی رخ میدهد که سیم شما در نقطه تماس جرقه میزند و به عقب میسوزد، بهگونهای که به نوک تماس جوش میخورد یا داخل آن میسوزد. این مشکل مختص فرایند جوشکاری MIG است، زیرا تنها در این روش، سیم بهصورت پیوسته از طریق یک روزنه کوچک از نوک تماس عبور میکند.
وقتی سیم شما به عقب میسوزد، کار تمام است. باید نوک تماس را بردارید و دوباره شروع کنید. حتی اگر سیم تنها کمی به نوک تماس جوشخورده باشد و بتوانید آن را با سوهان تمیز کنید، بهتر است نوک تماس را عوض کنید. بقایای باقیمانده احتمال سوختن مجدد سیم را افزایش میدهند و میتوانند باعث آلودگی جوش شوند.
چه عواملی باعث سوختن سیم (Burnback) میشوند؟
- سرعت تغذیه سیم بیش از حد کند است: زمانی که سرعت تغذیه سیم بسیار کند باشد، قوس الکتریکی سیم را سریعتر از آنچه که از دستگاه خارج میشود، ذوب میکند. اگر سیم با سرعت بیشتری ذوب شود، تنها یک مسیر برای حرکت دارد و آن هم برگشت به سمت عقب و داخل نوک تماس است.
- نگهداشتن مشعل بیش از حد نزدیک به قطعه کار: هرچه مشعل را نزدیکتر به قطعه کار نگه دارید، احتمال اینکه قوس به نازل و نوک تماس وارد شود بیشتر است.
- تغذیه ناپایدار سیم: تغذیه ناپایدار سیم معمولاً به دلیل کشش نادرست سیم پرکننده اتفاق میافتد. اگر کشش بیش از حد باشد، سیم در تغذیه مشکل پیدا میکند و به حالت پرش یا گیرکردن درمیآید. در لحظاتی که سیمگیر میکند، فرصت مناسبی برای سوختن سیم ایجاد میشود.
- اتصال زمین نامناسب: اگر گیره اتصال زمین از قطعه کار جدا شود، ولتاژ افت میکند، اما تغذیه سیم ادامه مییابد که این حالت باعث سوختن سیم میشود.
- اندازه نامناسب نوک تماس: اگر از نوک تماسی استفاده کنید که خیلی کوچک باشد، سیم به آن گیر میکند و در روزنه نوک تماس اصطکاک ایجاد میکند. اگر نوک تماس بیش از حد بزرگ باشد، سیم در آن فضای زیادی برای حرکت دارد. در هر دو حالت، رسانایی نامناسبی ایجاد میشود که شرایط را برای سوختن سیم فراهم میکند.
- لاینر آسیبدیده یا نامناسب: مشابه نوک تماس، اگر لاینر (لاینر داخلی) اندازه مناسب سیم پرکننده نباشد، سیم به آن گیر میکند یا در آن شل خواهد بود. همچنین لاینر ممکن است آسیب ببیند، خم شود یا بیش از حد کوتاه بریده شود. همه این عوامل مشکلات تغذیه سیم ایجاد میکنند که میتوانند منجر به سوختن سیم شوند.
- تنظیم بیش از حد بالای کنترل سوختن سیم: اگر دستگاه جوشکاری شما دارای تنظیمات قابلتنظیم برای سوختن سیم باشد و آن را روی حداکثر تنظیم کنید، احتمالاً نوکهای تماس را بهسرعت مصرف خواهید کرد و مشکل سوختن سیم بیشتر رخ میدهد.
چگونه از سوختن سیم (Burnback) جلوگیری کنیم؟
خبر خوب این است که با چند تغییر ساده میتوانید از بروز سوختن سیم جلوگیری کنید:
1. تنظیمات را بررسی کنید
ولتاژ و سرعت تغذیه سیم با هم کار میکنند، بنابراین سرعت تغذیه سیم باید بهاندازهای سریع باشد که با میزان حرارت هماهنگ باشد. اگر نمیدانید از کجا شروع کنید، دستگاههای جوش MIG برند UNIMIG (به جز مدل VIPER 120) دارای یک جدول تنظیمات در داخل درب دستگاه هستند. این تنظیمات پیشنهادی یک نقطه شروع مناسب برای تنظیم سرعت تغذیه سیم متناسب با ولتاژ است.
2. از مصرفیهای مناسب استفاده کنید
کیفیت تجهیزات مصرفی شما (نوک تماس و لاینر) مستقیماً بر کیفیت جوش تأثیر میگذارد. نوک تماس و لاینر باید با اندازه سیم سازگار باشند و همه آنها باید تمیز باشند. هر چیزی کمتر از این استانداردها مشکلاتی ایجاد میکند.
3. کشش سیم را تنظیم کنید
تنظیم نادرست کشش سیم میتواند مشکلات زیادی ایجاد کند. سیم باید بهصورت روان تغذیه شود، اما نباید آنقدر شل باشد که سر بخورد.
4. اتصال زمین خوب ایجاد کنید
داشتن یک اتصال زمین مناسب برای هر جوشکاری ضروری است. گیره اتصال زمین مدار الکتریکی را کامل میکند و بدون آن، دستگاه جرقه نخواهد زد. اطمینان حاصل کنید که گیره به فلز تمیز و بدون پوشش متصل شده و در حین کار جابهجا نمیشود.
5. فاصله مشعل را حفظ کنید
در بیشتر فرایندهای جوشکاری MIG، سیم باید تقریباً ۱ سانتیمتر از نازل مشعل بیرونزده باشد. این به این معنی است که مشعل باید حداقل ۱ سانتیمتر از محل جوش فاصله داشته باشد. اگر فاصله بیش از حد زیاد باشد، پاشش جوش زیاد میشود و اگر بیش از حد نزدیک باشد، نوک تماس جوش میخورد.
6. تنظیمات کنترل سوختن سیم را بهدرستی تنظیم کنید
اگر دستگاه شما دارای تنظیمات قابلتنظیم سوختن سیم است، آن را نه کاملاً روشن بگذارید و نه کاملاً خاموش. هیچیک از این حالتها برای بیشتر جوشها ایدهآل نیستند. تنظیم در میانه بهترین نتیجه را برای اکثر فلزات و کاربردها به همراه خواهد داشت.

کنترلهای سوختن سیم (Burnback Controls)
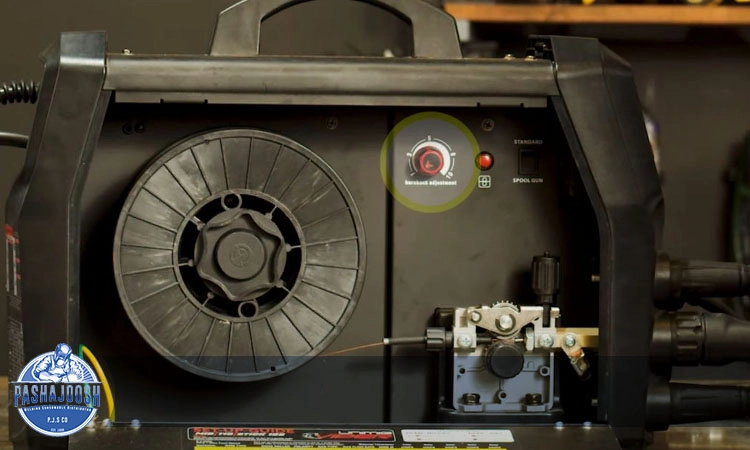
کنترل سوختن سیم در دستگاه جوشکاری MIG برای تنظیم میزان سیمی که بعد از رهاکردن ماشه مشعل میسوزد، استفاده میشود.
اگر دستگاهی کنترل سوختن سیم نداشت، سیم پرکننده پس از رهاکردن ماشه مشعل به جوش میچسبید. قوس الکتریکی همزمان با سایر قسمتها متوقف میشد و سیم در همان محلی که بود، در محل جوش باقی میماند.
در اینجا است که کنترل سوختن سیم نقش خود را ایفا میکند. این قابلیت به سیم اجازه میدهد برای یکلحظه کوتاه به جریان الکتریکی متصل باقی بماند، بهاینترتیب دیگر نیازی به بریدن سیم پس از هر جوش نخواهد بود.
حتی اگر دستگاه شما تنظیمات قابلتنظیم برای سوختن سیم نداشته باشد، به این معنی نیست که دستگاه شما هیچ کنترلی برای سوختن سیم ندارد. بلکه به این معنی است که مقدار سوختن سیم از قبل تنظیم شده است.
کنترلهای سوختن سیم در دستگاههای جوش UNIMIG قابلتنظیم بین ۱ تا ۱۰ هستند. تنظیم روی ۱ به این معناست که تقریباً هیچ سوختن سیمی وجود ندارد و تنظیم روی ۱۰ حداکثر میزان سوختن سیم را فراهم میکند.
اگر دستگاه خود را روی ۱ تنظیم کنید و هیچ سوختن سیمی نداشته باشید، خطر اینکه سیم بیش از حد بیرون بماند و در جوش گیر کند وجود دارد.
اگر دستگاه خود را روی ۱۰ تنظیم کنید و حداکثر سوختن سیم را داشته باشید، احتمال دارد که خودتان مشکل اصلی جوشکاری یعنی سوختن سیم را ایجاد کنید.
پیشنهاد میکنیم دستگاه خود را روی عدد ۵ یا یک محدوده میانی تنظیم کنید تا بهترین نتیجه را بگیرید.
تنظیم میزان سوختن سیم بیشتر به ترجیح شخصی بستگی دارد. چقدر میخواهید سیم پس از توقف جوشکاری از مشعل بیرون بزند؟ اگر ترجیح میدهید سیم زیادی بیرون بماند، کنترل سوختن سیم را کم کنید. اگر ترجیح میدهید سیم زیاد بیرون نزند، میزان سوختن سیم را بالا ببرید.
سخن پایانی
سوختن سیم (Burnback) یکی از چالشهای رایج در فرایند جوشکاری میگ است که میتواند بر کیفیت جوش و ایمنی کار تأثیر منفی بگذارد. دلایل مختلفی از جمله تنظیمات نادرست دستگاه، نوع سیم جوش، گاز محافظ و سرعت تغذیه سیم در بروز این مشکل نقش دارند.
در این مقاله تلاش کردیم تا عوامل مؤثر بر سوختن سیم را بررسی کرده و راهکارهایی برای جلوگیری از آن ارائه دهیم. باتوجهبه اهمیت کیفیت جوش در صنایع مختلف، شناخت و رفع این مشکل، میتواند به بهبود عملکرد و کاهش هزینهها کمک شایانی کند.









