جوشکاری میگ یکی از روشهای پرکاربرد جوشکاری در صنایع مختلف است که به دلیل سرعت بالا، کیفیت مناسب و سهولت استفاده، محبوبیت فراوانی یافته است. در این روش جوشکاری، از یک سیم فلزی بهعنوان الکترود مصرفی و یک گاز محافظ برای حفاظت از حوضچه مذاب در برابر آلودگیهای اتمسفری استفاده میشود. اما آیا جوشکاری میگ بدون گاز هم امکانپذیر است؟ و اگر ممکن باشد، چه تفاوتهایی با جوشکاری میگ با گاز دارد؟ در این مقاله به بررسی تفاوتهای این دو روش جوشکاری و مزایا و معایب هر یک میپردازیم.
جوشکاری قوس الکتریکی محافظتشده با گاز (MIG)
جوشکاری قوس الکتریکی محافظتشده با گاز (MIG) روش استاندارد و رایج جوشکاری قوس الکتریکی است که معمولاً بهعنوان جوشکاری MIG شناخته میشود. در این روش، یک گاز محافظ خارجی (معمولاً مخلوط آرگون و دیاکسیدکربن) برای حفاظت از حوضچه جوش از اثرات جو و آلودگیهای خارجی استفاده میشود.
جوشکاری MIG با سیم جوش هستهدار
برای انجام این نوع جوشکاری، باید از سیم جوش هستهدار مخصوصی استفاده نمود. این روش شباهتهایی با جوشکاری MIG با الکترود پوششدار دارد، زیرا یکلایه سرباره محافظ روی فلز ایجاد میشود تا آن را از آلودگیها حفظ کند. اگرچه ممکن است بهاشتباه تصور شود که این روش کاملاً بدون گاز است، اما در واقع، با ذوبشدن هسته فلکس سیم، بخارات محافظی آزاد میشوند که بهعنوان گاز عمل میکنند. این بخارات پس از تشکیل حوضچه جوش، به سطح آمده و لایه سرباره را روی جوش تشکیل میدهند. به همین دلیل، این روش همچنین بهعنوان جوشکاری “خودسپر” شناخته میشود، زیرا نیازی به سیلندر گاز خارجی ندارد.
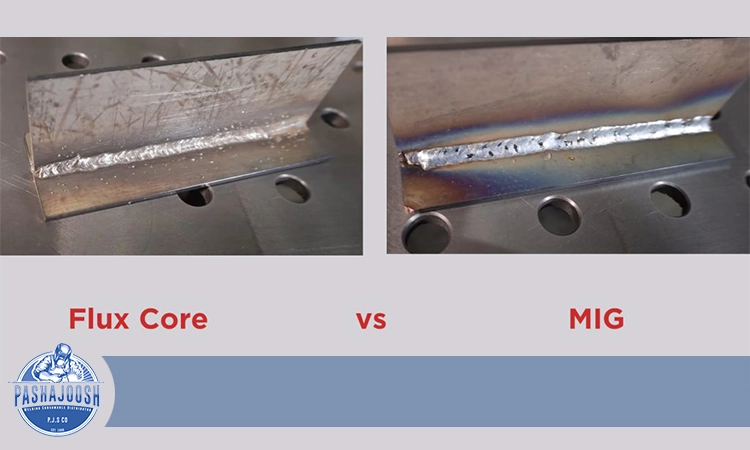
تفاوت های جوشکاری میگ با گاز و بدون گاز
همانطور که پیشتر اشاره شد جوشکاری MIG، یکی از روشهای پرکاربرد جوشکاری قوس الکتریکی، به دو روش قابلانجام است: با استفاده از گاز محافظ و بدون آن. هر روش از سیم پرکننده مخصوص خود بهره میبرد، اما تکنیک جوشکاری در هر دو حالت مشابه است. در ادامه، به بررسی تفاوتها، مزایا و معایب هر روش خواهیم پرداخت.
انواع سیم جوش ها
سیم جوش های فلکسکور شده (flux-cored) به روش مشابه سیمهای MIG استاندارد در دستگاههای MIG بارگذاری و جوشکاری میشوند.
تفاوت اصلی در جوشکاری با گاز یا بدون گاز
تفاوت اصلی بین جوشکاری با گاز یا بدون گاز در جهت حرکت تفنگ جوشکاری است. در جوشکاری با گاز، تفنگ به سمت جلو حرکت میکند، درحالیکه در جوشکاری بدون گاز، تفنگ به عقب کشیده میشود.
جوشکاری بدون گاز معمولاً فقط برای فولاد ساده استفاده میشود
جوشکاری بدون گاز معمولاً فقط برای فولاد ساده استفاده میشود؛ زیرا سیم جوش های MIG فلکس کور شده در انواع دیگر فلزات کمتر رایج هستند. سیم جوش های MIG فلکسکور شده از جنس فولاد ضدزنگ نیز وجود دارند، اما بهراحتی پیدا نمیشوند.
سیمهای فلکسکور شده به غلتک محرک مخصوص خود نیاز دارند
سیمهای فلکسکور شده به غلتک محرک مخصوص خود نیاز دارند. غلتکهای شیاردار (F groove) دارای لبههای دندانهدار هستند تا بتوانند سیم نرمتر را از طریق مشعل بدون خردکردن آن گرفته و تغذیه کنند. هنگام تعویض سیمپیچ، حتماً غلتکهای محرک را نیز تعویض کنید.
قطبیت
در جوشکاری با گاز، قطبیت دستگاه باید بر روی DCEP (قطبیت مثبت) تنظیم شود. در مقابل، در جوشکاری بدون گاز، قطبیت دستگاه باید بر روی DCEN (قطبیت منفی) تنظیم گردد.
دود جوشکاری MIG
جوشکاری MIG، صرفنظر از استفاده یا عدم استفاده از گاز محافظ، دود تولید میکند. تفاوت تنها در میزان دود تولید شده است. در این زمینه، جوشکاری بدون گاز (flux-cored) به دلیل مواد موجود در فلاکس که از جوش محافظت میکنند، دود بسیار بیشتری نسبت به جوشکاری با گاز محافظ تولید میکند؛ بنابراین، جوشکاری بدون گاز برای استفاده در فضای باز مناسبتر است.
دود و بخاراتی که از جوشکاری MIG بدون گاز خارج میشوند، سمی هستند و عوارض کوتاهمدت مانند سرگیجه و حالت تهوع و عوارض بلندمدت جدیتری دارند.
در صورت انجام جوشکاری در محیط داخلی، استفاده از دستگاه تنفس یا سیستم تهویه مناسب، مانند یک سیستم تهویه قوی یا یک فن برای دورکردن دود، ضروری است.
جوشکاری بیرونی یا داخلی
جوشکاری بدون گاز، از مزیت عدم تأثیرپذیری از جریان هوا برخوردار است. نبود گاز محافظی که توسط باد پخش شود، آن را برای عملیات در فضای باز ایدهآل میکند. علاوه بر این، کار در محیط خارجی، راهکاری مناسب برای تهویه دود حاصل از جوشکاری و جلوگیری از استنشاق آن است.
اگرچه امکان جوشکاری با گاز در فضای باز وجود دارد، اما توصیه میشود از صفحات یا محافظهای باد برای جلوگیری از تأثیر جریان هوا بر گاز محافظ و حفظ کیفیت جوش استفاده شود.
قابلیت حمل
جوشکاری بدون گاز، به دلیل عدم نیاز به کپسول گاز، سبکتر و قابلحملتر از جوشکاری با گاز است. تنها دستگاه موردنیاز است، درحالیکه هر جوشکاری MIG به یک منبع تغذیه نیاز دارد، صرفنظر از نوع گاز استفاده شده.
آمادهسازی فلز
سیم جوش هستهدار فلاکس در جوشکاری بدون گاز، امکان جوشکاری روی فلزاتی با پوشش رنگ یا زنگ را فراهم میکند. بااینحال، برای دستیابی به بهترین نتایج، توصیه میشود فلز را قبل از جوشکاری تمیز کنید.
تمیزکاری
پس از جوشکاری بدون گاز، لایه سرباره روی جوش باقی میماند که باید برداشته شود. این فرایند، به همراه پاششهای جوشکاری، زمان تمیزکاری را افزایش میدهد. استفاده از اسپری ضدپاشش میتواند تمیزکاری را تسریع کند.
سیم جوش هسته فلکسی محافظ گاز
سیم جوش هسته فلکسی محافظ گاز، نوعی سیم جوش MIG است که با ایجاد یک پوشش سرباره و استفاده از گاز محافظ، حفاظت مضاعفی را برای جوشکاری فراهم میکند. این روش جوشکاری به دلیل مزایای خاص خود، عمدتاً در کاربردهای سازهای مورداستفاده قرار میگیرد.
از جمله مزایای این روش میتوان به افزایش سرعت رسوب جوش، نفوذ عمیقتر و محافظت بهتر جوش اشاره کرد. بااینحال، تولید دود زیاد، نیاز به تمیزکاری اضافی سرباره پس از جوشکاری و هزینههای مربوط به گاز محافظ، از جمله محدودیتهای آن هستند.
در نتیجه، استفاده از سیم جوش هسته فلکسی محافظ گاز به نیازها و شرایط خاص پروژه بستگی دارد و ممکن است برای همه کاربردها مناسب نباشد.

مزایا و معایب جوشکاری MIG با گاز و بدون گاز
هر دو روش جوشکاری MIG با گاز و بدون گاز، مزایا و معایب خاص خود را دارند و انتخاب مناسبترین روش به نوع کاری که قصد انجام آن را دارید بستگی دارد. عوامل کلیدی که باید در نظر بگیرید عبارتاند از:
- محل جوشکاری: در محیطهای خارجی، بهویژه در مکانهایی مانند مزارع و برای تعمیر حصارها، روش بدون گاز توصیه میشود. برای جوشکاری در محیطهای داخلی یا خارج از شرایط جوی نامساعد، استفاده از گاز ضروری است.
- نوع و ضخامت فلز: جوشکاری بدون گاز محدودیتهایی دارد. برای کار با فلزاتی مانند استنلساستیل و آلومینیوم، جوشکاری MIG با گاز محافظ الزامی است.
- قابلیت حمل: در صورت نیاز به جابهجایی دستگاه در محل کار، روش بدون گاز به دلیل عدم نیاز به سیلندر گاز، مناسبتر است.
- هزینه: قرقرههای سیم فلکس کور معمولاً گرانتر از سیمهای جامد هستند، اما در مجموع، هزینه کمتری دارند؛ زیرا نیازی به پرداخت هزینه برای سیلندر گاز نیست.

سخن پایانی
در نهایت، انتخاب بین جوشکاری MIG با گاز و بدون گاز، تصمیم پیچیدهای است که به عوامل متعددی بستگی دارد. با پیشرفت تکنولوژی، جوشکاری MIG بهعنوان یک روش جوشکاری کارآمد و انعطافپذیر، همچنان درحالتوسعه است. بااینحال، دستیابی به یک جوش با کیفیت بالا، تنها با انتخاب تجهیزات مناسب امکانپذیر نیست؛ بلکه نیازمند مهارت و دانش جوشکار نیز میباشد؛ بنابراین، سرمایهگذاری در آموزش و ارتقای مهارت جوشکاران، به همراه انتخاب صحیح روش جوشکاری و تجهیزات، کلید دستیابی به جوشهایی باکیفیت و پایدار است.