جوشکاری نقطهای (Spot Welding)، از انواع جوشکاری مقاومتی محسوب میشود. در این دسته از جوشکاری با توجه به مقاومت الکتریکی و حرارتی مواد، اقدام به جوشکاری میکنند. به این صورت که در نقطه خاصی از دو قطعه مثلا دو صفحه مماس به هم، با بالا بردن مقاومت الکتریکی باعث افزایش دما تا درجه ذوب آن مواد شده و جوشکاری انجام میشود. بیشتر از این روش برای جوشکاری صفحات و ورقهای فلزی استفاده میشود. بعد از اینکه به صورت نقطهای در اثر مقاومت الکتریکی دما تا حد ذوب بالا رفت، با وارد آوردن فشار اتصال در آن نقطه محکم میشود. به این صورت جوشکاری نقطهای شکل میگیرد.
فرآیند جوشکاری نقطهای

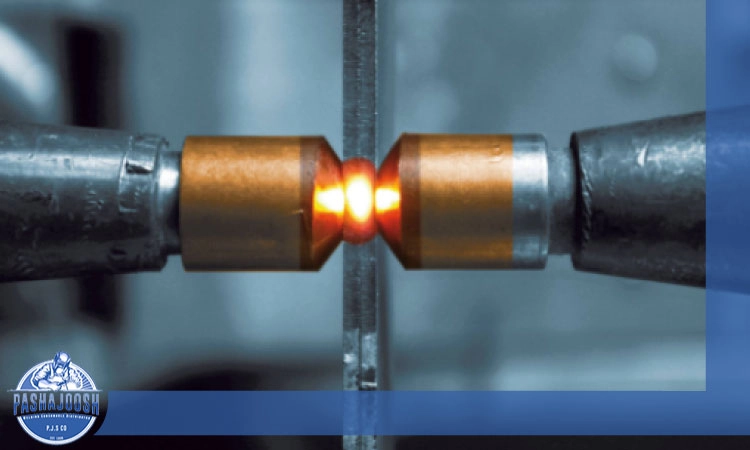
در روش جوشکاری نقطهای، از مقاومت الکتریکی مواد استفاده میشود؛ یعنی در ابتدا اتصال کوتاهی بین دو الکترود یکسان در بالا و پایین دو ماده که روی هم قرار گرفتهاند، برقرار میشود. جنس الکترودها بیشتر از مس بوده و یکسان هستند.
همچنین سطح مقطع الکترودها نیز باید یکسان باشد. بعد از اتصال کوتاه دو الکترود در زیر و روی دو قطعه، در اثر بالا رفتن مقاومت الکتریکی، حرارت در نقطه اتصال بالا میرود. مدتی زمان میبرد تا این حرارت در آن نقطه به دمای ذوب دو ماده برسد. سپس با فشار آوردن توسط همان الکترود در آن نقطه، فرآیند جوشکاری نقطهای تکمیل میشود.
کاربردهای جوشکاری نقطهای

کاربرد اصلی جوشکاری نقطهای در بخشهایی از قطعات است که قابل دسترسی نیست؛ برای مثال وسط دو صفحه یا ورق. (مثلا در اتصال دو قطعه بدنه خودرو). بیشتر اتصال صفحات، با روش جوشکاری نقطهای انجام میشود. همه ما در زندگی روزمره از وسایلی استفاده میکنیم که به این صورت جوشکاری شدهاند. به عنوان مثال قطعات مختلف که در خودرو به هم متصل شده تا یک قطعه را بسازند، با این روش جوشکاری شدهاند.
هر قطعه در خودرو متشکل از چندین صفحه شکل داده شده است که به هم وصل میشوند. مثلا اگر درب کاپوت خودرو را به عنوان یک قطعه در نظر بگیریم، همین قطعه متشکل از یک صفحه شکل داده شده رویی بعلاوه چند ستون باریک در زیر آن است. همچنین ممکن است در جلوی آن هم یک لایه دیگر در زیر قرار گیرد. همگی این صفحهها توسط جوشکاری نقطهای به هم متصل میشوند و قطعه نهایی که درب کاپوت است را میسازند. وسایل دیگری مثل پروفیلها، کانالهای گالوانیزه که برای کانال کولر استفاده میکنیم، اتصال ورقه کابینتهای فلزی و … همگی با جوشکاری نقطهای انجام میشوند.
برای استفاده از جوشکاری نقطهای در صنایع پیشرفته و بزرگ، از رباتهای جوشکار نیز استفاده میشود. مثلا در خط تولید کارخانههای اتومبیلسازی از رباتهای جوشکار اتوماتیک یا نیمه اتوماتیک برای کمک به سرعت و روند کار استفاده میگردد.
موارد خاص در جوشکاری نقطهای

در این روش جوشکاری، مواردی وجود دارد که باید رعایت شود. ضخامت ورق استفاده شده در این روش از 0.5 تا 3 میلیمتر است. برای جوشکاری هر جنس ورق، باید به دمای جوش و مقاومت الکتریکی آن توجه داشت. برای مثال اگر برای جوشکاری آلومینیوم از این روش استفاده میکنیم، دمای ذوب و مقاومت الکتریکی آن به نسبت مس متفاوت است. اولین پارامتری که مهم است، میزان رسانا بودن در برابر جریان الکتریکی است. هرچه رسانایی بیشتری داشته باشد، باید شدت جریان را تا 3 برابر افزایش داد. مثلا آهن به نسبت به آلومینیوم رسانایی بیشتری دارد؛ پس باید از شدت جریان بیشتری برای آن استفاده کرد.
مورد دیگر که اهمیت زیادی دارد، مدت زمان جوش است. اگر جوشکاری را بیش از حد طولانی کنیم، موجب خراب شدن نقطه جوش و نتیجه کار میشود. برای مثال اگر جوشکاری در یک ثانیه انجام میشود و ما دو ثانیه این کار را طول دهیم، موجب ذوب شدن بیش از حد ماده خواهیم شد. در نتیجه ذوب بیش از حد، ممکن است مقاومت نقطه جوش به دست آمده کم شود و یا حتی نقطه جوش سوراخ شود.
مزایا و معایب جوشکاری نقطه ای

جوشکاری نقطه ای همچون بسیاری از روشهای دیگر جوشکاری، دارای مزایا و معایبی است. در ابتدا بهتر است اشاره کنیم که جوش نقطهای برای برخی از مواد بسیار کاربردی است. برای مثال فولاد به دلیل رسانایی حرارتی کمتر و مقاومت الکتریکی بالاتر، جوش نقطهای نسبتا آسانی دارد و فولاد کم کربن برای جوش نقطهای مناسبترین گزینه است. با این حال فولادهای کربن بالا (معادل کربن > 0.4 درصد وزنی) مستعد چقرمگی، شکست و یا ترک در جوش هستند. آن هم به این دلیل است که این مواد تمایل به تشکیل ریز ساختارهای سخت و شکننده دارند. در زیر به بررسی مزایا و معایب جوش نقطهای میپردازیم.
مزایای جوشکاری نقطه ای
- امنیت بالا در زمان جوشکاری به دلیل ولتاژ کم
- کوتاه شدن مدت زمان فرآیند جوشکاری
- دوستدار محیط زیست و نیاز به الکترودهای غیر مصرفی
- خروجی جوشکاری تمیز و عدم وجود پاشش در جوش
معایب جوشکاری نقطه ای
- هر دستگاه، جوش نقطهای مقاومتی با ضخامت خاصی را انجام میدهد.
- در صورتی که فشار کافی نباشد، اتصال و جوش به وجود نمیآید.
- اتصال و جوش تنها در نقطه تماس الکترود با فلز ایجاد میشود.
- دسترسی کامل به هر دو الکترود الزامی است.
بررسی مراحل جوشکاری نقطه ای
جوشکاری نقطه ای با ارسال پالسهای الکتریکی در ولتاژهای پایین و جریانهای بالا به الکترودها صورت میگیرد. در این روش ولتاژ و جریان به وجود آمده همراه با فشار مناسب، سبب ذوب الکترود و اتصال میشوند. در اینجا به بررسی مراحل فرآیند جوشکاری نقطه ای میپردازیم.
- اولین مرحله از جوشکاری نقطه ای به این شکل است که باید ورقها و قطعات را روی هم به درستی قرار داد. پس از آن باید با استفاده از الکترودها و اعمال فشار، عملیات جوش را آغاز کرد. فشاری که اعمال میشود میتواند به طور دستی و یا از طریق پنوماتیک و یا هیدرولیکی وارد شود.
- پس از آن باید جریان بالا را به بخش مورد نظر بین دو الکترود اعمال کرد. جریان بالا باعث میشود تا فلزات شروع به ذوب شدن کنند. در این شرایط باید درجه جریان را بر اساس نوع فلز انتخاب کرد.
- در مرحله بعدی باید به سراغ خنک کردن قطعه رفت. با فرآیند خنک سازی، فشار وارد شده بر روی فلزات سبب اتصال خوب و مستحکمی میگردد.
عوامل موثر بر روی جوشکاری نقطه ای

افرادی که قرار است به جوشکاری مقاومتی نقطهای بپردازند، باید به چند عامل توجه کرده و اصول جوشکاری نقطه ای را مدنظر قرار دهند. عوامل زیادی در این رابطه دخیل هستند که یکی از آنها میزان شدت جریان است. همچنین مدت زمانی که باید در اختیار داشت تا جریان منتقل شود نیز مهم است. علاوه بر این، مقدار مقاومت الکتریکی نیز اهمیت دارد که این مورد خود به عوامل متفاوتی بستگی دارد. در اینجا به بررسی این عوامل میپردازیم:
- شکل، اندازه و جنس الکترودها
- جنس و مقاومت گرمایی و الکتریکی قطعه کار
- میزان کثیفی و صیقلی بودن سطح قطعه کار
- مقدار فشار وارد شده از الکترودها بر روی قطعه کار
جمع بندی
در این مطلب با یکی از انواع جوشکاری مقاومتی، یعنی جوشکاری نقطهای آشنا شدیم. همانطور که اشاره کردیم این فرآیند با توجه به مقاومت الکتریکی و حرارتی مواد انجام میشود و بیشتر برای بخشهایی از قطعات که قابل دسترسی نیستند، کاربرد دارد. برای مثال میتوان از جوشکاری نقطهای برای اتصال دو قطعه در بدنه خودرو استفاده کرد. این جوشکاری مزایا و معایبی هم دارد که در متن به آنها اشاره کردیم. با توجه به این موارد میتوانید از جوشکاری نقطهای در بهترین مکانها استفاده کنید و آن را به بهترین شکل ممکن انجام دهید.